(1)辊筒结构形式
塑料压延机的辊筒主要有两种结构形式:中空式和钻孔式。辊筒工作表面形状除专用辊筒外,一般均为圆柱形光滑表面。
两种辊筒的结构形式如图6-32和图6-33所示。
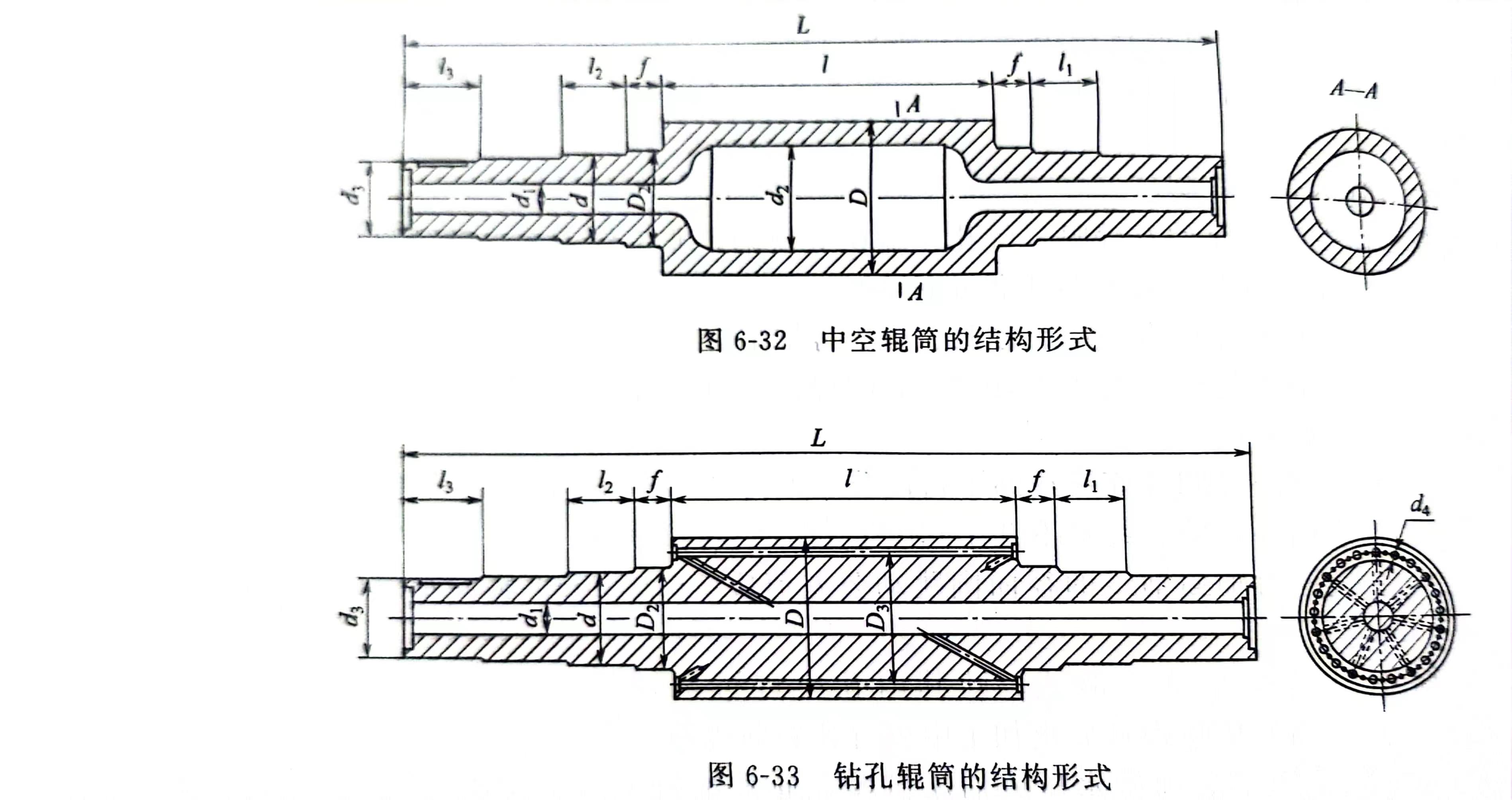
中空辊筒结构简单,制造容易,成本低,可用简易的加热冷却装置,但这种辊筒的辊壁较厚,传热面积小,导热缓慢,当辊筒线速度高于临界速度时,摩擦热不能及时导走,锟面温差严重不均,有时甚至达到10℃以上,影响压延制品质量。所以、中空辊筒一般只用在对制品要求不高或速度较慢的老式压延机上,一部分加工钻孔较困难的小型压延机的锟筒亦有采用。
钻孔辊简是在工作部分表面冷硬层以下沿圆周方向均匀钻有几组相互连通且与中心孔连通的直孔,这些直孔的其中一端或两端还钻有与中心孔相连通的斜孔。通过特殊钻孔结构或封堵结构使2~5个孔组成一组,形成循环通路。这种辊筒的传热面积大,温控介质与工作表面的距离近,传热速率快,温控反应灵敏。一般采用过热水或热油作为温控介质进行循环加热或冷却,温度升降平稳,对辊筒的热冲击小,辊面各部温差可达士1℃,能够实现锟筒温度的闭环自动控制。
常用的主要特殊钻孔结构或封堵结构有以下几方面。
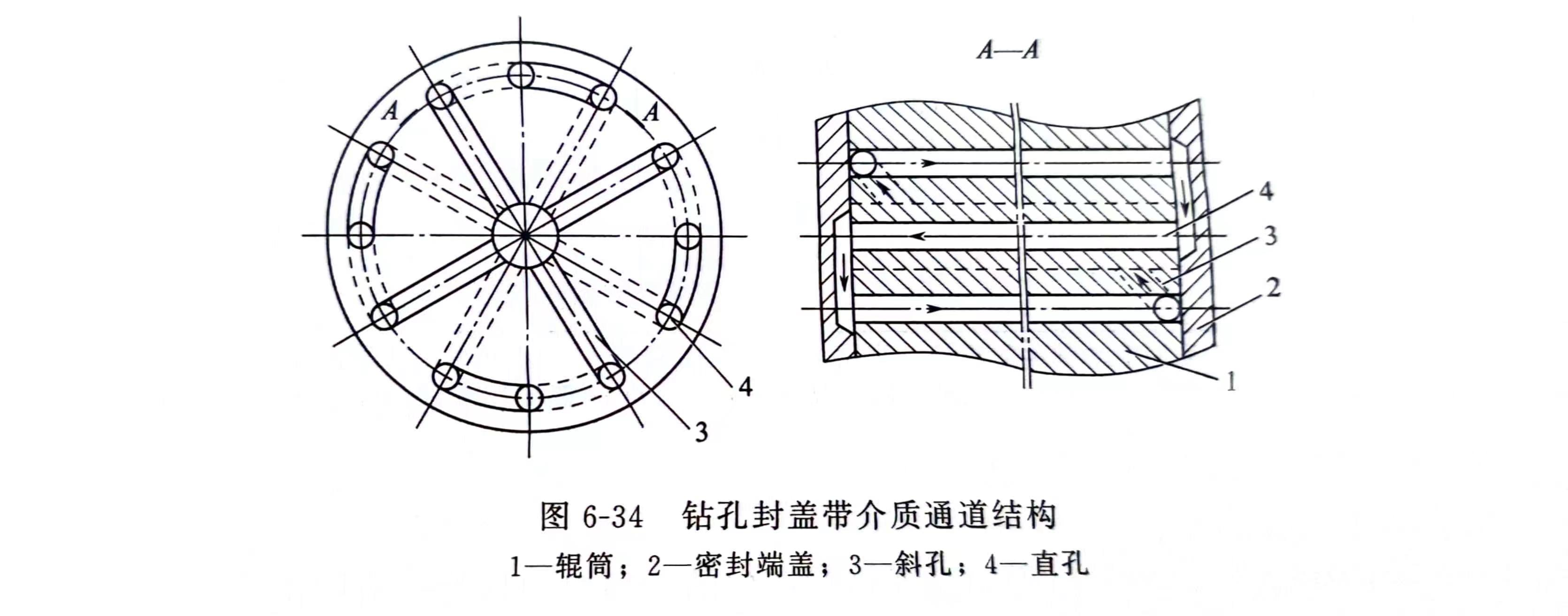
1)在辊简工作表面两端用带有介质循环通道的密封盖挡住,如图6-34所示。该结构制作简便,但由于温控介质在直孔和密封盖之间组成的流道中循环运动时,易使密封盖受压变形,造成泄漏。
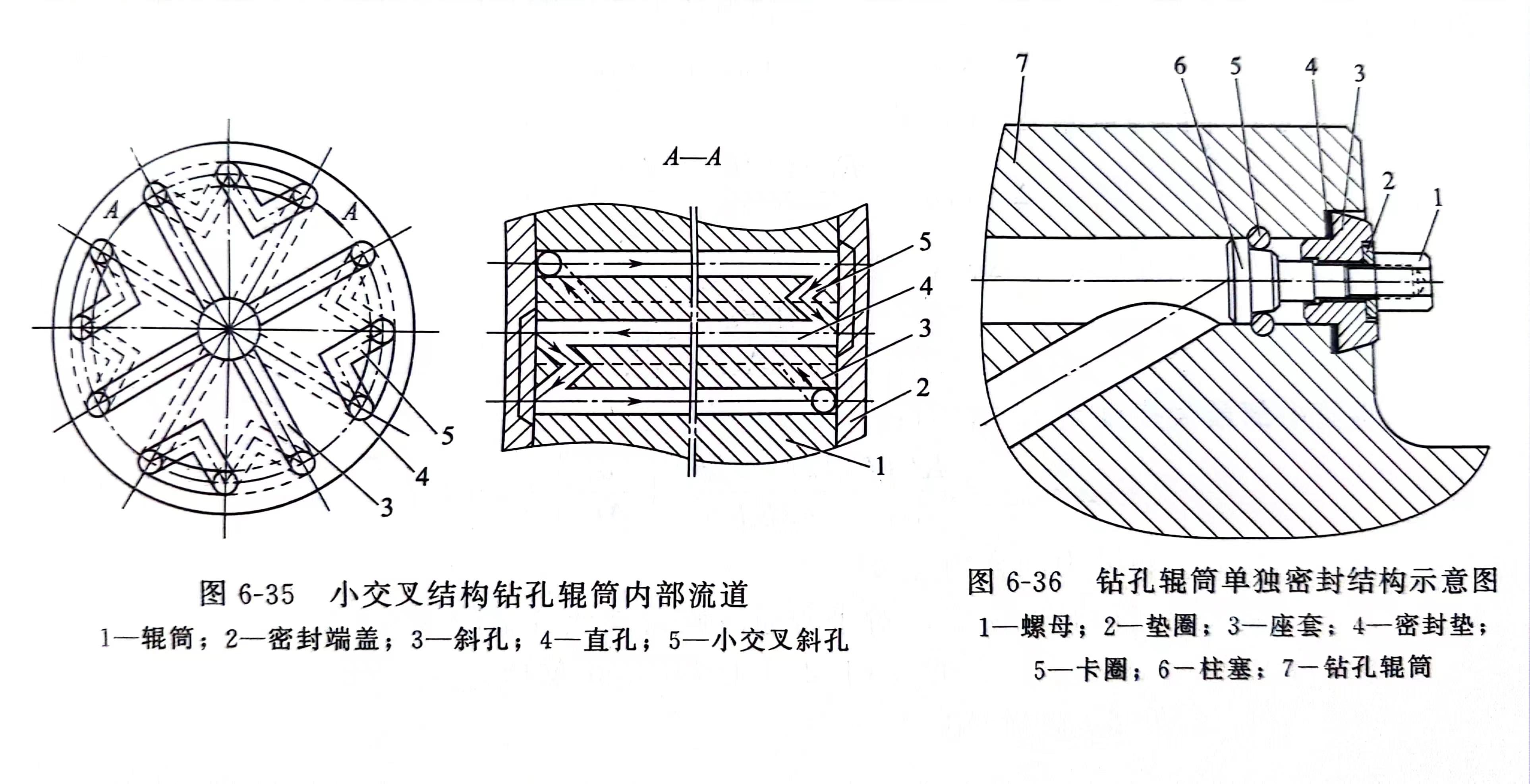
2)在辊筒两端内部钻出连接两个直孔的小交叉斜孔,再用不带介质通道的平密封盖端面封堵的结构。平密封盖没有了介质流道的作用,减小了受介质压力产生的变形,有利于保证亦提高了紧固螺栓的使用寿命,有效地防止了介质泄漏。同时,通过在辊筒内部钻斜孔,缩短了介质在辊筒内部的运行距离,提高了介质的流速,加快了换热进程,增加了换热效率。但这种钻孔方法同时也降低了辊筒在斜孔与中心孔相交处的强度,如图6-35所示。
上述两种结构均需密封盖来封堵,结构简单,易于加工。缺点是压盖与辊端面不易密封;单孔堵塞时维修需将压盖全部卸开。
3)钻孔辊筒单独密封结构,如图6-36所示,钻孔辊筒单孔用无丝柱塞密封,密封效果好,当单孔堵塞时可单独拆修不影响其他孔。缺点是制造、安装繁杂。
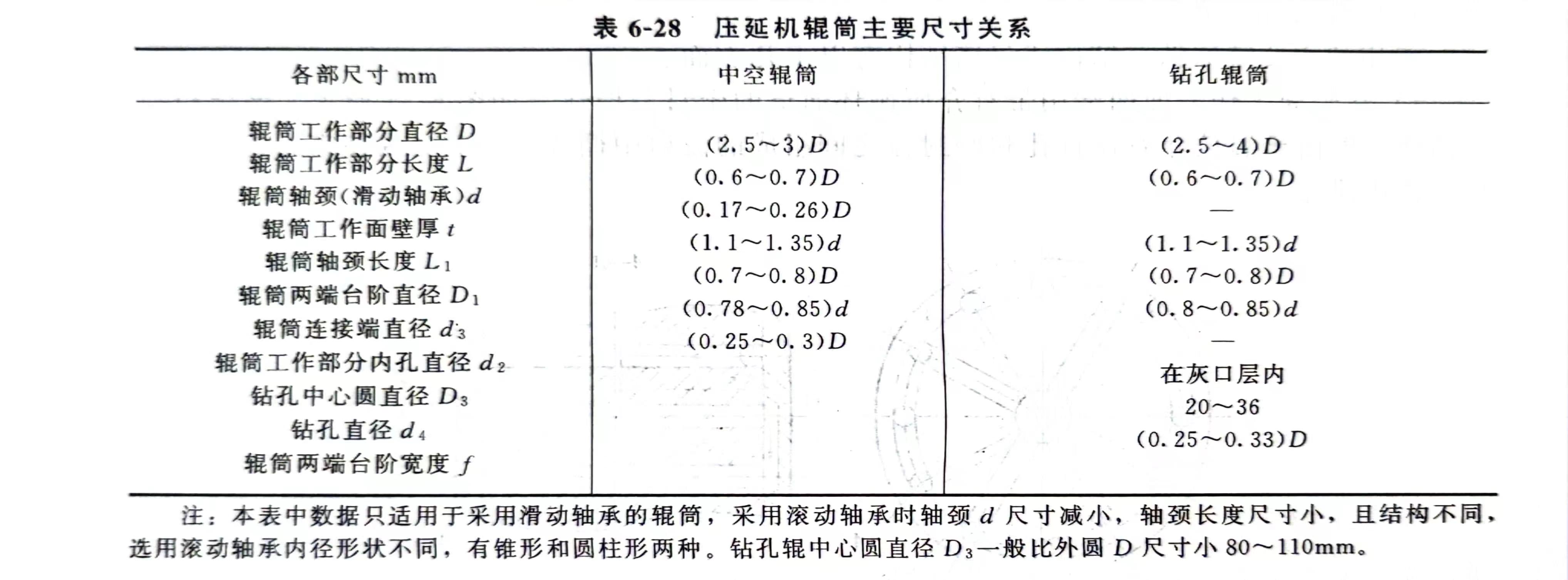
(2)压延机辊筒主要尺寸
压延机辊筒主要尺寸如表6-28所示。