





福建厦门湖里岐山北路516号清华海峡研究院


您好!欢迎访问厦门威伯伦科技有限公司网站!
400-0592-586
steve@weibolun.com
技术资料
THE LATEST NEWS
橡胶,塑料,MIM,CIM 加工工艺
TO PROVIDE EXCELLENT PRODUCTS AND HIGH QUALITY SERVICES TO CUSTOMERS
橡胶之硫化工艺
来源:
|
作者:无与伦比
|
发布时间: 716天前
|
467 次浏览
|
分享到:
威伯伦科技是专业生产密炼机、开炼机以及平板硫化机等橡胶机械设备的优质厂家;本文分享橡胶的硫化工艺,希望对大家有所帮助。
橡胶的硫化工艺

1、什么叫硫化,硫化工艺在橡胶制品生产中有何意义?
把具有塑性的胶料转变为弹性的硫化胶的过程,这在工艺上称为硫化。“硫化”一词是由古得易于1839年创立的,当时是指硫黄与橡胶共热的相互作用过程;后来发现除硫黄外,尚有许多化学药品也能使橡胶产生“硫化”作用。橡胶硫化过程的实质是:橡胶分子链在化学的或物理的因素作用下产生化学交联作用,变成空间网状结构;因此,现在硫化一词是指包括硫黄在内的许多化学药品与橡胶产生交联作用的过程。
硫化是橡胶制品制造工艺的最后一个工序,在这工序中,橡胶经历着一系列复杂的化学变化,使塑性的橡胶变为弹性的或硬质的橡胶,从而获得更完善的物理机械性能和化学性能;使橡胶材料成为更有价值的材料。产品的质量和使用寿命,在很大程度上取决于硫化过程;因此硫化工艺对橡胶及其制品制造和应用都具有十分重要的意义。
2、硫化反应过程分为哪几个阶段?
硫化过程是一种复杂的化学反应过程,其中包含着橡胶分子与硫化剂及其它配合剂之初间的一系列化学斥,以及在形成见网状结构时伴随产生的各种付反应。在诸多的反应中,以橡胶分子与硫化剂之间的反应为主,它是生成交联链的基本反应,而其它的反应则次之。
硫化反应过程大体上可分交三个阶段:第一阶段为诱导阶段,在这阶段中,首先是硫化剂分子和促进剂之前反应成一种活性更大的中间化合物,然后进一步引发橡胶分子链,产生可交联的游离基。第二阶段为交联反应阶段,即可交联的游离基与橡胶分子链之前产生连锁反应,生成交联键。第三阶段为网构成熟阶段,在这阶段中的前半阶段中交联反应已趋于完成,已形成的交联键开始发生重排和裂解等反应,出现交联与裂解的两种过程,在这阶段的后半段,交联反应已基本停止,随之而发生的主要是交联键重排和热裂解等的反应,最后即得到硫化胶。
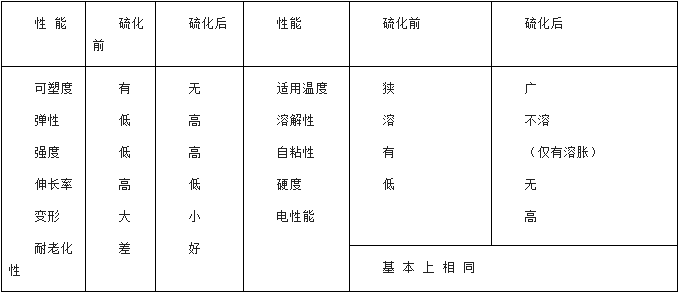
3、橡胶硫化后其性能为何会发生变化?是怎样变化的?
物质的性质决定于物质的结构。未硫化橡胶的线型大分子呈卷曲状并处于自由运动状态,当受外力作用时,大分子链段易发生位移,即存在较大的塑性流动,硫化后,柔软的长链橡胶分子通过交联变成空间网状结构,因而大分子链的相对运动受到一定限制;在外力作用下,不易发生较大位移,而产生较高的应力和定伸强度,物理机械性能和化学性能获得了改善。橡胶在硫化后性能变化综合如下:
4、橡胶的硫化历程分为哪个阶段?各阶段具有何意义?
在硫化过程中,橡胶的各种性能都随硫化时间增加而发生变化;若将橡胶的某一项性能的变化与对应的硫化时间作图,则可得到一个曲线图形这种曲线图可以显示胶料的整个硫化历程,故称为硫化历程图。
橡胶的性能随硫化时间的增加而变化,橡胶的硫化历程可分为四个阶段:焦烧阶段、热硫化阶段、平坦硫化阶段,过硫阶段。
① 焦烧阶段相当于硫化反应中的诱导期,又称焦烧时间,即胶料从混炼开始加入硫化剂之后一直到停止了塑性流动这一段时间;在这段时间内,交联尚未开始,胶料具有流动性,可进行各种加工和硫化胶料在模型内进行流动充满模型。② 热硫化阶段是硫化反应中交联反应阶段,橡胶逐渐生成网构,于是橡胶的弹性和强度急剧上升;这个阶段常作为硫化反应速度的标志。③ 平坦硫化阶段中制品的硫化已达到适当的交联度——正硫化;在这段时间里,硫化胶的各项物理机械性能分别达到或接近最佳点或取得最佳综合平衡,所以作为选取正硫化时间的范围。④ 过硫阶段中交联键发生重排作用,以及交联键和链段热裂解反应;因此胶料的扯断强度显著下降,(对天然胶)又称硫化“返原”现象,返原的快慢,决定了硫化平坦线的宽和窄,但对丁苯橡胶,顺丁橡胶等合成胶,过硫反决定伸强度力不断升高,对物理机械性能产生不利影响。
5、什么叫焦烧性,胶料的焦烧性与哪些因素有关?
所谓胶料焦烧现象,实际上是胶料在加工和停放过程中,橡胶过早发生交联的早期硫化现象,因此,胶料的焦烧性表现为焦烧时间的长短,即硫化(交联)起点的快慢。
胶料的焦烧性主要是由胶料配方所决定的,其中主要是受促剂的影响。如果胶料所用硫化体系的交联诱导期短(焦烧时间短),则胶料在加工过程中因加工温度较高,或停留时间较长,而在加工过程局部或全部开始交联,使胶料局部或全部丧失加工过程所必要的塑性流动性能,因此出现焦烧现象。
胶料在操作过程的热历史也是引起焦烧现象的一个重要因素。橡胶与硫化剂,促进剂及其它配合混合后,就开始了它的受热厉史;热历史是一个过程的全称,是指混炼胶到达某一时间为止的受热累积量,混炼胶在混炼停放,热炼、压延、压出、打浆、成型及硫化前的操作中,都受到热的作用、使热历史不断增加,由于橡胶具有热积累的特性,所以胶料的实际焦烧时间包括操作焦烧时间和剩余焦烧时间两部分。操作焦烧时间是橡胶加工过程中由于热积累效应所消耗掉的焦烧时间,它取决于加工程度,如胶料的翻炼次数,热炼程度及压延、压出等。剩余焦烧时间是指胶料在模型加热时保持流动性的时间。在操作焦烧时间和剩余焦烧时间之间没有固定的界限。它随胶料操作和存放不同而变化。如果一个胶料经历的加工次数越多,它占去的焦烧时间就越多。则剩余焦烧时间越少,距离焦烧起点(交联开始)则越来越近,胶料就会失去加工过程中和在模型中所必要的流动性而产生焦烧现象。
6、胶料焦烧后会有什么后果,如何防止胶料焦烧?
胶料一旦发生焦烧现象,胶料的塑性降低,流动性丧失,给加工带来困难,如:压出收缩性和压延效应增大,压延伸长减少,压延和压出物表面粗糙,溶解和粘合困难,海绵胶不易发泡,甚至导致胶料报废。
根据焦烧产生的原因,可以采取以下措施来防止胶料焦烧:① 在配合上,选择焦烧时间较长的硫化体系(主要是促进剂),对于易焦烧或在夏季的胶料,适当减少促进剂用量加配防焦剂;② 严格控制胶料加工时间和温度,避免经受反复多次的机械加工;③ 注意胶料的管理。根据历史长短来决定使用的先后次序以及返回胶的掺用比和管理。
7、平坦硫化阶段在硫化工艺中具有何意义?
从硫化历程图中看出,在硫化平坦阶段,硫化胶的各项物理机械性能分别达到或接近最佳点,或者总的来说它们之间取得最佳的综合平衡。对天然胶来说其扯断强力,定伸强力等随硫化时间增加而上升到某一最高值,然后一段不变,但扯断伸长率、永久变形则相反,曲线有一最小值后又向相反的方向变化。这一段保持某些指标的最高值或另一指标的最低值的交联曲线,生产上叫“硫化平坦线”,对应这一段所取的温度与时间,分别称为正硫化温度和正硫化时间,合称为正硫化条件。
正硫化又称最宜硫化,通常是指橡胶制品性能达到最佳值时的状态,达到正确化状态所需的时间为正硫化时间,即对应于“硫化平坦线”段的硫化时间,处于正硫化前期称为欠硫,后期为过硫,即指硫化平坦线范围外的前期和后期。无论欠硫或过硫,制品的物理机械性能都较差。硫化平坦阶段对于选取正确条件具有重要意义,硫化平坦性好的胶料,制品难以发生欠硫和过硫现象。由于在硫化平坦阶段,硫化胶保持有最佳的性能,所以作为选取正硫化时间的范围。但硫化平坦线往往很长,即正硫化时间是某一段较长的时间间隔,在实际生产中经常取抗张强度或定伸强度的平坦线的前半部的某一个点或取扯断伸长率或永久变形曲线下降的转折点,这些曲线点上所对应的硫化时间称为正硫化点,常作为生产的工艺条件,也在从综合平衡角度考虑的加权平衡时间,为正硫化点。
8、什么叫工艺正硫化时间和理论正硫化时间?
按照正硫化的概念,正硫化时间必须根据胶料的各项物理机械性能指标综合选择,但因为橡胶的各项性能指标往往不会在同一时间达到最佳值;因此在实际应用上,只能根据此确定的正硫化时间只具有工艺上的意义,故称为工艺正硫化时间或技术性正硫化时间。从硫化基本概念,所谓“正硫化”应是指胶料达最大交联密度时的硫化状态;正硫化时间则是指达到最大交联密度时所需要的时间;因此由交联度来确定正硫化时间是较合理的,为了与工艺正硫化概念相区别,将它称为理论正硫化时间。
9、正硫化时间的测定方法有哪些?
在工艺上常用的测定方法有:物理化学法、物理机械性能法和专用仪器法三大类,前两类方法是在选定的硫化温度下,用不同硫化时间制得硫化胶试片,测定其各项性能,然后绘成曲线图,从曲线图上找出最佳值作为正硫化时间;后一类方法则是选定的硫化温度下,连续地测出胶料的硫化曲线,然后直线从曲线上找出正硫化时间。
10、物理机械测定法是如何确定正硫化时间的?
硫化过程中,由于交联键的生成,橡胶的各种物理机械性能都随之发生变化,当出现最佳值时即达到正硫化,因此所有的物理机械性能试验方法都可以用作测定正硫化时间的方法,并且测定方法较简单,测试时间较短;在实际应用上,可以根据产品的性能要求不同,采用其中哪一项或几项性能指标作为选择正硫点的依据,来确定正硫化时间。例如性能侧重于强度的,通常采用定伸强度或扯断强度的试验:侧重于变形的,则采用压缩变形试验。常用的方法如下:
① 300%定伸强度法,将不同硫化时间的试片,测出其300%定伸强度,然后绘成曲线,当曲线自强度轴急剧转折时,这一转折点对应的时间即可定为正硫化时间。
② 扯断强度法,扯法与定伸强度法相似。通常选择扯断强度达到最高值或比最高值略低一些时所对应的时间为正硫化时间。胶料的扯断强度随交联密度增加而增加,但是一经达到最高值后,便随交联密度增加而降低,所以要选择靠最高点前稍低的地方,作正硫化点为好。
③ 压缩永久变形法,此法是将不同硫化时间的试样,测定压缩永久变形数值,然后绘出曲线图,从曲线中第二转点对应的时间即为正硫化时间。
④ 综合取值法,将不同硫化时间的试样,分别测出其扯断强度、定伸强度、硬度和压缩永久变形等四项性能的最佳所对应的时间,然后按下式计算:
正硫化时间=(4T+2S+M+H)÷8
T—扯断强度最高值的时间,S—压缩变形最优值的时间,
M—定伸强度最高值的时间,H—硬度最高值的时间。
按上式计算所得的正硫化时间是从综合平衡考虑的加权平均时间。
11、门尼粘度计和硫化仪测定胶料硫化特性的原理,如何根据测定曲线确定硫化特性参数?
门尼粘度计和硫化仪可连续地测定胶料硫化全过程的参数,如初始粘度,焦烧时间,硫化速率,正硫化时间等,门尼粘度计不能直接测定得正硫化时间。这类仪器的测定原理是测量胶料的硫化过程中剪切模数的变化,而剪切模数是与交联密度成正比例,因此它实际上是反映了胶料在硫化时间过程中交联度的变化。
门尼粘度计测得胶料的硫化曲线称为门尼硫化曲线。一般取由最低点上升至5个门尼值时所应对应的时间为门尼焦烧时间(T5),从最低点上升至35个门尼值时所需要的时间为门尼硫化时间(T35)、T30与T5之间单位时间内的粘度上升值则称为门尼硫化速度、用下列经验公式可推算出正硫化时间。
正硫化时间=T5+10(T35-T5)
例如经测定某胶料的门尼焦烧时间(T5)为5.7分,焦烧点上升30点需(T△30)1.4分,则正硫化时间为19.7分,(5.7分+10×1.4分=19.7分)。
12、硫化条件包括哪些内容,确定硫化条件时要考虑哪些因素?
硫化条件通常是指压力,温度和时间等工艺因素。这些因素对硫化质量有非常重要的影响;因此,通常被称为“硫化三要素”。测出正硫点后,并不等于找到了具体产品的最宜硫化条件,还必须考虑以下因素:
① 制品的厚度,胶料是不良导热体,表面与内层温差随着断面增厚而增加,形成温度滞后损失。正硫化时间一般只适用于厚度不到6毫米的制品,若厚度超过6毫米时,则应正硫化时间的基础上另加上滞后时间,大致厚度增加1毫米,滞后时间也需添加1分钟。
② 胶料的导热系数,随配方而异。
③ 制品材料中的非橡胶材料(金属、纤维),它们的导热系数不同于橡胶。
④ 模型尺寸、模型材料以及平板类型也会影响硫化温度和硫化时间。
13、橡胶硫化时,为什么要加压?加压硫化有哪些目的?
当胶料硫化时,由于胶料中含有水分蒸发以及所含的空气溢出,致使产生一种内压力,这种内压力会使胶料膨胀而产生气孔。为了防止这种现象发生,硫化时就必须施加大于胶料内压力的硫化压力,胶料在硫化时要求充分流散和充满模型。要求硫化压力要足够高。随着硫化压力增大,橡胶渗入布层的深度增加,从而提高橡胶与布层的密着力和制品的耐屈挠性、施加硫化压力还能提高制品的强度,耐磨耗等性能,使用寿命也得以延长;因此,一般橡胶制品在硫化时间往往要施加压力,其目的概括如下:① 防止制品在硫化过程中产生气泡,提高硫化胶的致密性;② 使胶料流散和充满模槽;③ 提高橡胶布层的密着度;④ 有助于提高硫化胶的物理机械性能。
14、硫化压力的大小对制品性能有何影响,加压方式有哪些?
通常对硫化压力的选取应根据胶料的配方,可塑性大小,产品结构等决定,从工艺上考虑,一般原则是:可塑性大,压力宜小;产品厚,层数多,结构复杂,压力宜大;薄制品压力宜小甚至可用常压。
高压和高温一样会加速橡胶分子链的热降解,所以过高压力反而会使橡胶性能降低,纺织物结构也会破坏,同时高压对设备也要求很高。压力过低达不到加压的目的,还会使制品产生缺胶,起泡以孔,呈海绵状等质量问题。硫化加压方式通常有如下几种:① 用液压泵通过平板压力硫化机把压力传递给模型,再由模型传递给胶料;② 由硫化介质(如蒸汽)直接加压;③ 由压缩空气加压;④ 注压机注压。
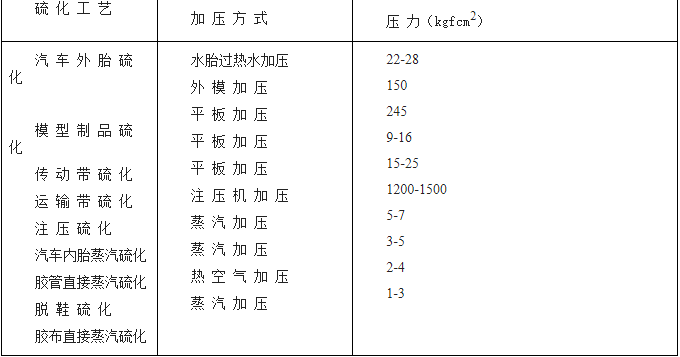
15、几种硫化工艺采用的硫化压力和加压方式
16、硫化中的硫化温度是否越高越好?
硫化温度是橡胶硫化反应的基本条件,它直接影响硫化速度和产品质量,是橡胶硫化工艺中最主要的控制条件之一。
硫化温度的高低应根据胶料配方而定,其中最重要的是取决于橡胶种类和硫化体系,近年来随着室温硫化胶料的增加和高温硫化的出现,硫化温度趋向两个极端,特别是高温硫化引人注目,提高硫化温度,可以缩短硫化时间,提高生产效率,但提高硫化温度要综合权衡下列因素;橡胶是不良导热体,对于厚制品硫化来说,采用高温硫化很难使内外层胶料同时达到平坦范围,其次各种橡胶的耐温性能不一,硫化温度提高到一定程度后,对橡胶性能或多或少带来影响,另外高温对橡胶制品中的纤维材料起破坏作用,会使其强度下降,因此提高硫化温度必须有相应技术措施保证,但也不能无限的提高硫化温度,在选定硫化温度时,对胶种,硫化体系,硫化工艺及产品结构都应有所考虑。
实践表明:各种胶料最宜硫化温度认为是:天然橡胶<143℃,不超过160℃;丁苯橡胶<180℃,异戊橡胶、顺丁橡胶<151℃;氯丁胶<151℃,丁基橡胶<170℃,丁晴橡胶<180℃。
17、硫化温度和硫化时间有什么关系?
硫化温度和硫化时间是互相依赖的;硫化温度高,硫化速度快,硫化时间则短;硫化温度低,硫化速度慢,硫化时间则长。
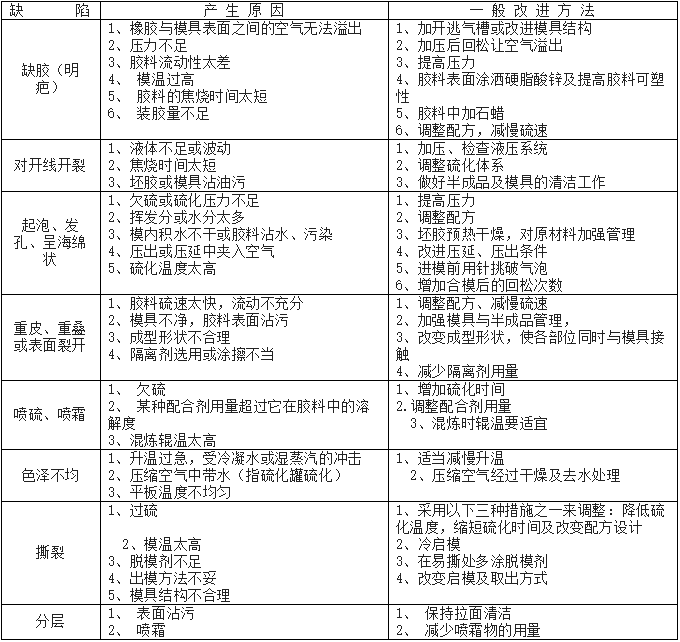
18、常见硫化质量缺陷的成因与一般改进方法


关注威伯伦公众号,获取最新资讯
PAGE NAVIGATION
LATEST NEWS
产品
文章
搜索
名称描述内容




ABOUT US
威伯伦科技是专业的密炼机、开炼机、密炼造粒一体机、气氛保护密炼机、陶瓷密炼机生产厂家