密炼机电气控制系统包括主传动控制、附属设备控制、液压系统(气控系统)控制、PLC控制系统和报警系统。主传动控制分为直流传动和交流传动,其中交流传动又分为变速电机控制、减速箱换挡变速和变频调速。
主传动控制系统技术要点(1)直流传动电气控制技术要点
直流传动需针对主电动机的技术特性实施控制方案。如所选用的主电动机的功率、转速、电压(大功率直流电动机通常为 DC 750V)、冷却方式(大功率直流电动机通常为空水冷却)、防护等级(密炼机要求不低于IP54)和电动机温升检测(如内置温度开关)等。
主传动控制设计必须以电动机工作状态(载荷特性曲线)为依据:密炼机要求电动机要满足循环性连续负荷的工作条件。以国产 XM-270密炼机为例:其工作周期通常设定为一个周期用时4.5min;依据常规密炼工艺,其一个周期的载荷特性是以下几方面。
① 密炼时间初始的2%电动机的尖峰载荷为2X电机额定功率。
② 密炼时间其后的8%电动机载荷仍达1.6X电机额定功率。
③ 密炼时间再其后的30%电动机载荷还达1.3X电机额定功率。
④ 密炼时间再其后的30%电动机载荷降为0.8X电机额定功率。
⑤ 密炼时间最后的30%电动机载荷只有0.35X电机额定功率。
主传动的电控必须满足这一载荷的特性要求。
(2)交流传动电气控制技术要点
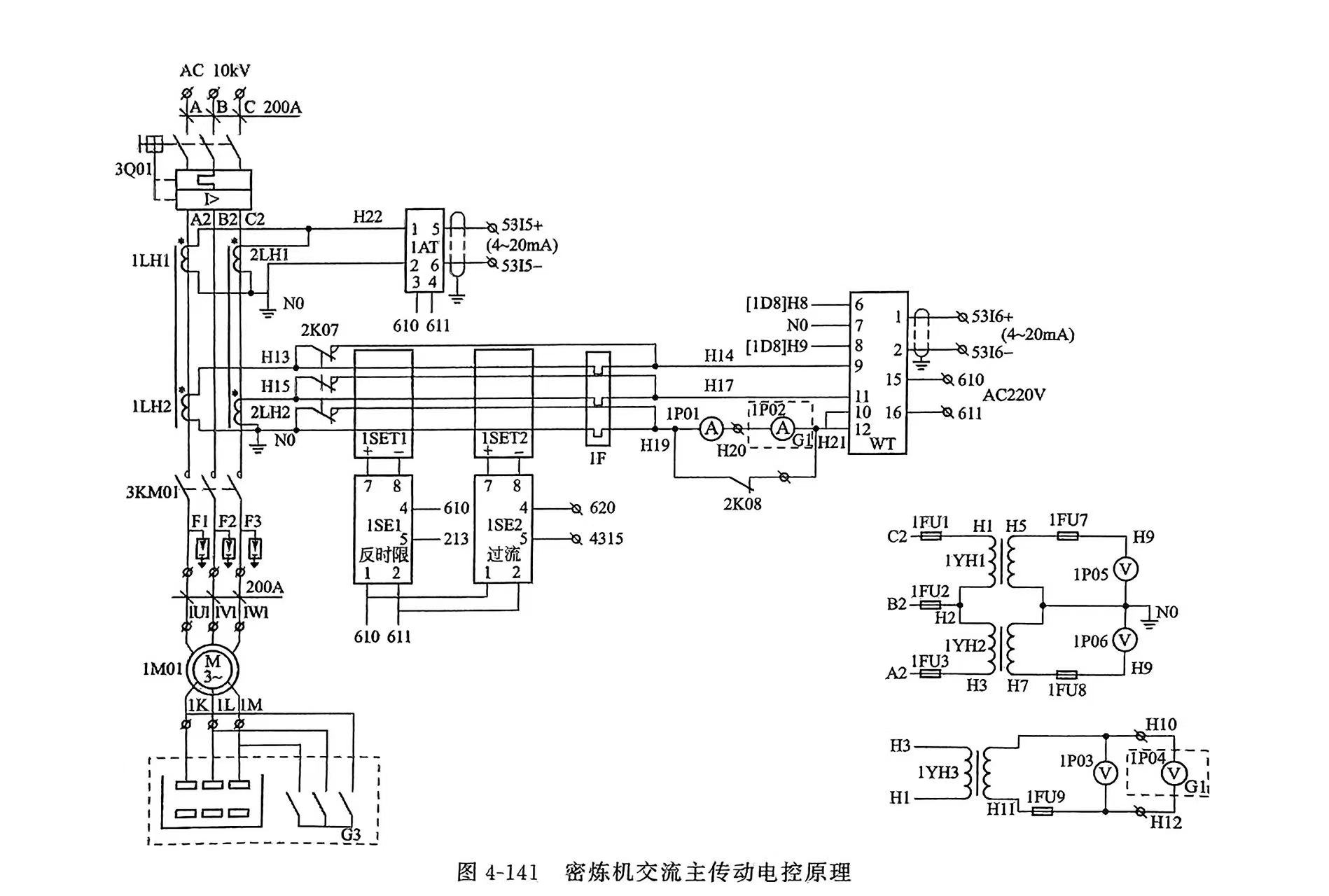
同样交流传动也需针对主电动机的技术特性实施控制方案。如所选用的主电动机的功率、转速、电压(大功率交流电动机通常 AC6000V 或 AC1OkV)、冷却方式(大功率交流电动机通常为空水冷却)、高压主回路设有隔离开关和真空接触器、保护回路需设有过电流(瞬态、反时限)、欠压保护和高压电机启动方式,采用转子串频敏变阻或采用液体电阻降压启动方式等,如图4-141所示。
交流主电动机的负载特性和工作周期与直流电机的相同。
直流传动调速装置
直流传动的调速装置采用数字式直流调速装置,进线交流电压 AC 660V,其控制功能如下所述。
数字式恒转矩调节方式,先进可调的PID 速度环,自适应自整定电流环,能达到最佳动态性能。速度控制为模拟测速发电机,调速范围为1:10,动态精度当模拟测速反馈时为0.1%,所有参数都用软件通过串行口或面板上的按钮和液晶显示器调节完成。
密炼机直流调速系统由于调速方便,价格适宜(尽管比高压单、双速电动机的配置要复杂和昂贵),适应和满足密炼工艺的要求,目前在密炼机的主驱动系统中尚为主打配置。经测试证明:采用直流无级调速的密炼机较之单速密炼机在相同的炼塑质量条件下生产效率可提升20%以上,节能近8%。但是直流调速装置功率因数较低,运行耗能较高。另外在密炼环境的特定条件下直流电动机长期连续在密闭状态下运转,散热条件恶劣,炭刷耗磨的粉尘排放不畅,电动机烧损时有发生。