液压控制系统
由于密炼机功能结构不同,所要求的液压系统控制内容各不相同。有的密炼机加料和压料装置采用气动控制,而卸料门和锁紧装置采用液压控制。对于转子端面密封装置有采用液压控制的,也有采用机械式的。近年来,由于液压控制具有精、准、稳的特点,并且具有动作速度快(工作效率高)、节能、降噪以及易于自动化操作等优点,各部均采用液压控制的密炼机更受青睐。其液压系统随主机配套要求向快速、高压和操作自动化方向发展。
(1)液压控制原理
液压控制原理主要包括:液压泵站对加料及压料装置(上顶栓装置)、卸料门及其锁紧装置(下顶栓装置)以及转子端面密封装置等油缸进行控制。
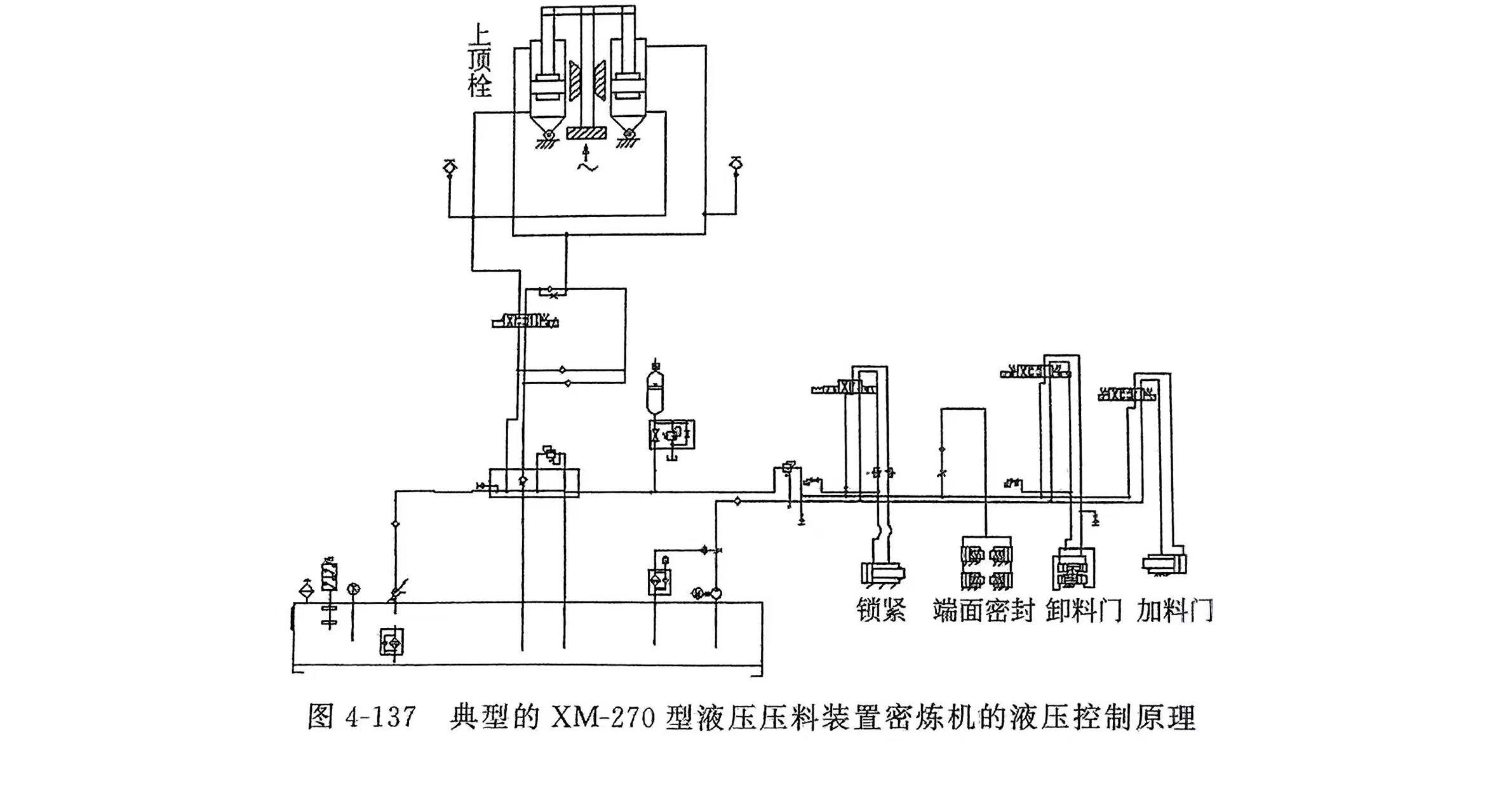
对于液压压料装置密炼机就是涵盖了对上述各项装置的液压控制系统,如图4-137所示。
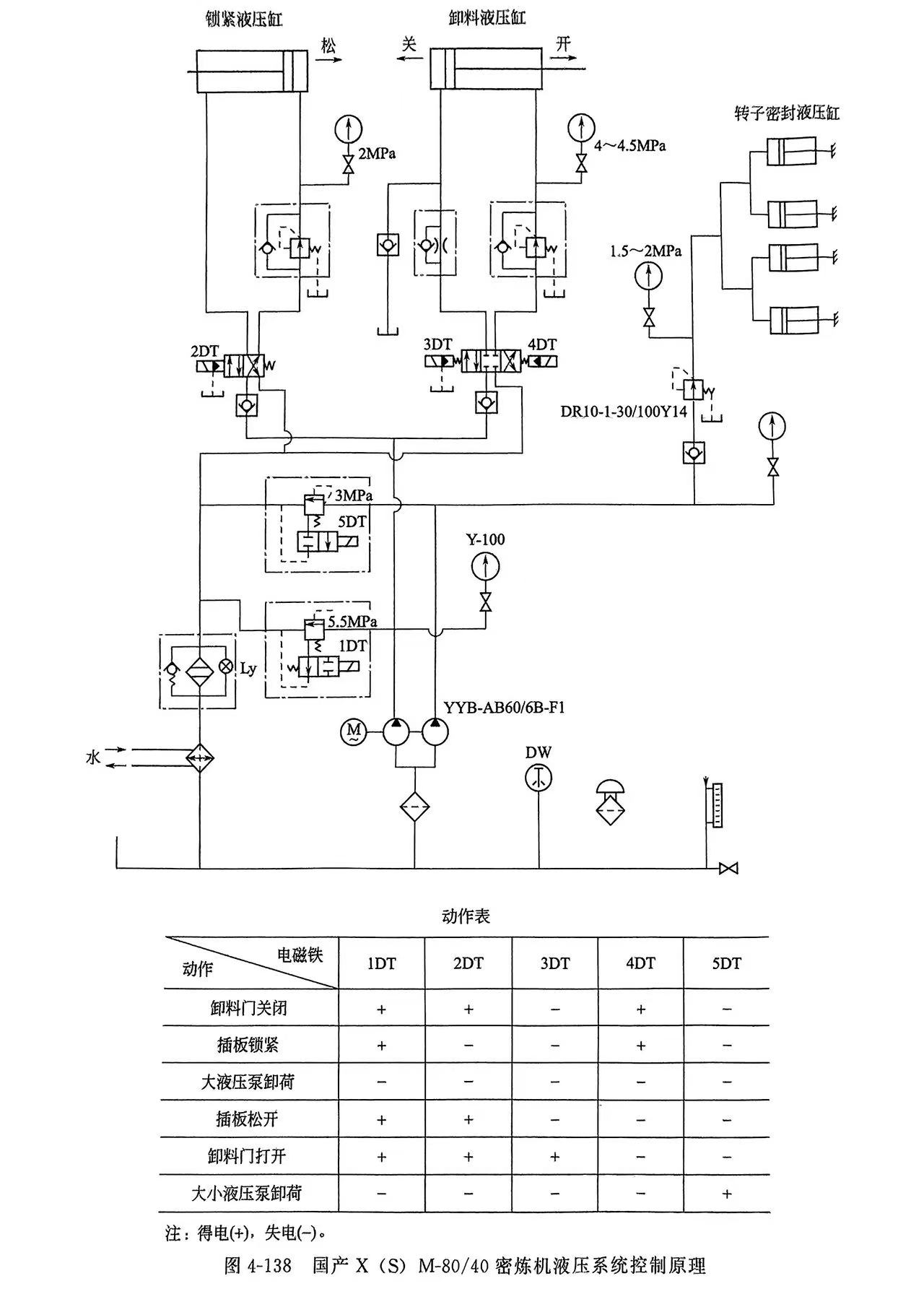
对于气控压料装置密炼机的液压控制系统主要是对摆动式卸料门的翻转,锁紧装置的启闭动作,转子端面密封装置液压缸压力的产生等进行控制,如图4-138所示。
双叶片泵的大泵向卸料液压缸和锁紧液压缸提供压力油,小泵向转子端面密封装置液压缸供压力油。两位四通电液阀控制锁紧液压缸动作。三位四通电液阀控制卸料液压缸动作,混炼过程的各部动作如图4-138所示。混炼过程可实现全自动。
各项压力调节数值按实际功能动作要求予以规定。如:密封装置的压力调节若过低,将产生漏粉现象,压力过高又会加快动定圈间的磨损,缩短了动定圈的使用寿命。密封液压缸的油压与压砣对物料的比压与物料配方有关。如压砣对物料比压较高,配方中粉料较多,则密封液压缸的油压也相应提高。
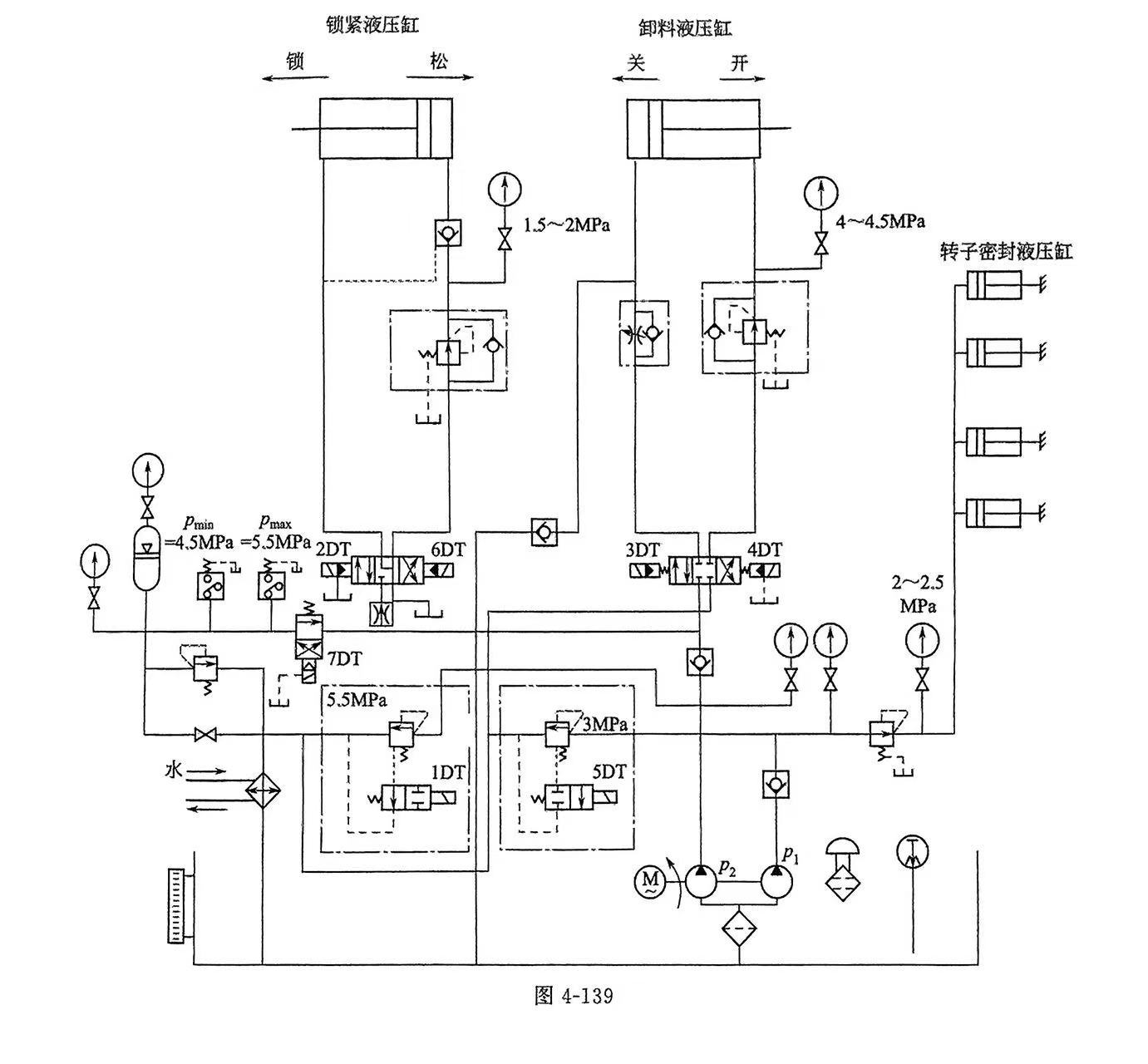
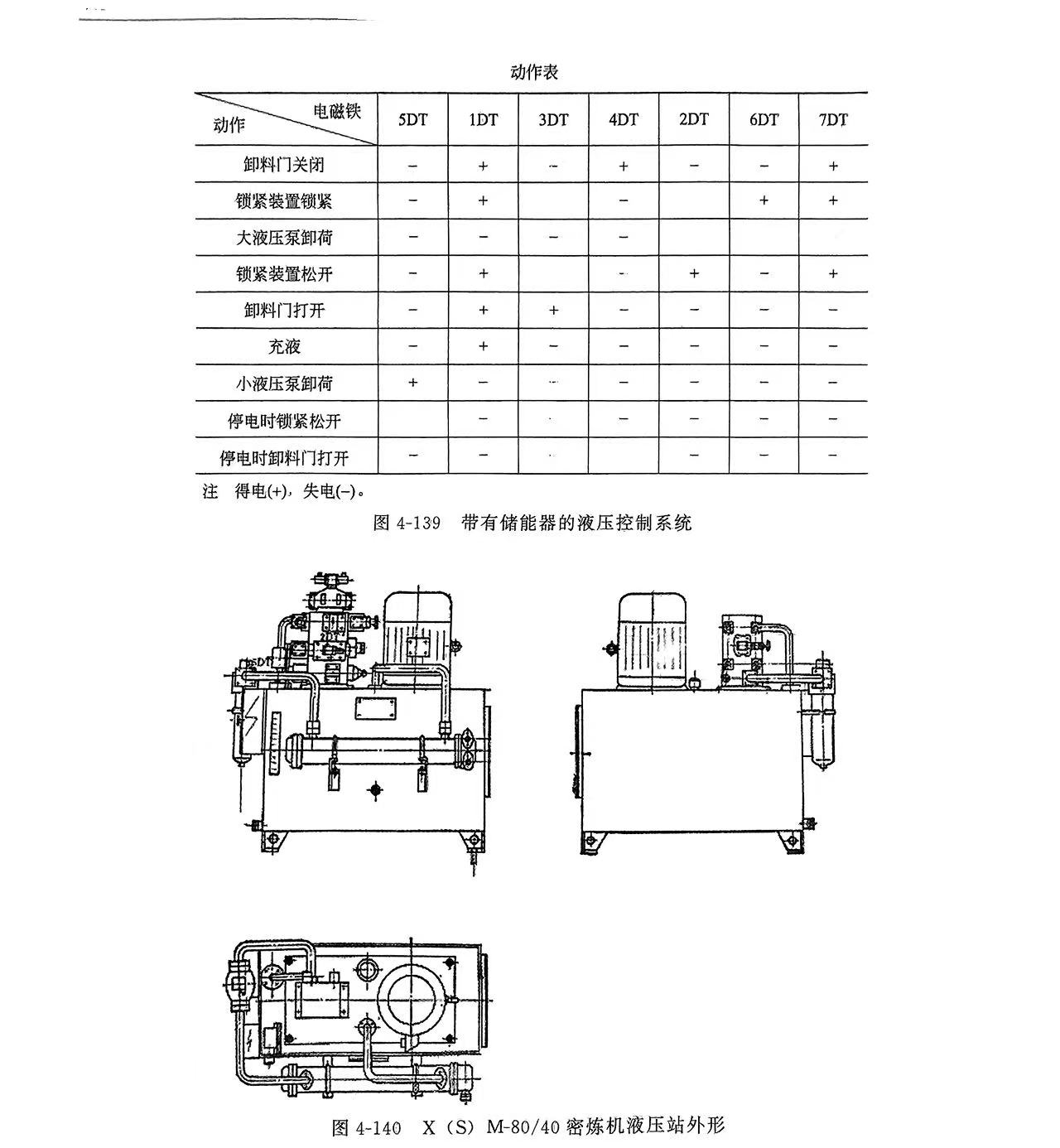
如图4-139所示的是带有储能器的液压控制系统。备用的储能器在停电时可打开卸料门,排出密炼室内的物料。
密炼机的液压系统的核心是液压站。通常是根据液压控制系统原理图,由专业配套厂商制造。图4-140 就是根据图4-138制造的液压配套产品。
(2)各部液压装置的设计要点
1)压料装置的液压系统 压料装置液压系统要求油缸在规定时间内以快、慢速两种节拍完成一定行程要求、油缸带动压砣可浮动、可以停在任意位置。液压式压料装置可以用比例伺服阀闭环控制技术,也可以用双联叶片泵供油、系统形成差动回路、活塞式蓄能器放油的方式,通过调节和改变组合来实现控制。压料装置液压系统工作特性有以下几方面。
① 压砣上升、下降速度快。其油缸上、下运动时间通常最短调节为3~4s,油缸最高速度可达30m/min。也可以根据工况任意调节油缸的伸缩速度。
② 压料保持状态中,压砣对物料的单位压力值必须稳定且可调整。压砣对物料的压强(单位压力)按密炼工艺要求在0~0.58MPa之间任意设定。对物料的压力值在整个炼塑过程中静态精度较高,即压强不变。在密炼工艺中也可改变其静态压力值。压砣压力值的动态响应不小于 0.5s。
③ 压砣快速上升或快速下降到慢速时转换要平稳,不允许出现振动现象。由于压砣的负载惯性和油液弹性的共同作用,使油缸负载系统的固有频率变化不确定,在冲压过程中,不能产生振荡现象。
2)卸料及锁紧装置的液压系统 卸料及锁紧装置的液压回路由液压阀组分别控制锁紧机构油缸,转子密封油缸、卸料门油缸及加料门油缸。阀组的电、液循环工作程序与压料装置油缸的工作序相配合。在锁紧机构油缸中,松开时需要较大压力,锁紧的压力要比松开小一些。在卸料门油缸中,开门和关门必须有快速和慢速两个工作状态。转子端面密封只需设定横压力。加料门油缸执行加料门的开启与关闭动作。在各控制回路中要防止回路压力冲击,须设置安全控制装置。