密炼机的液压缸通常为两个油缸,一般选用标准油缸结构。其计算大体与气缸计算相同。
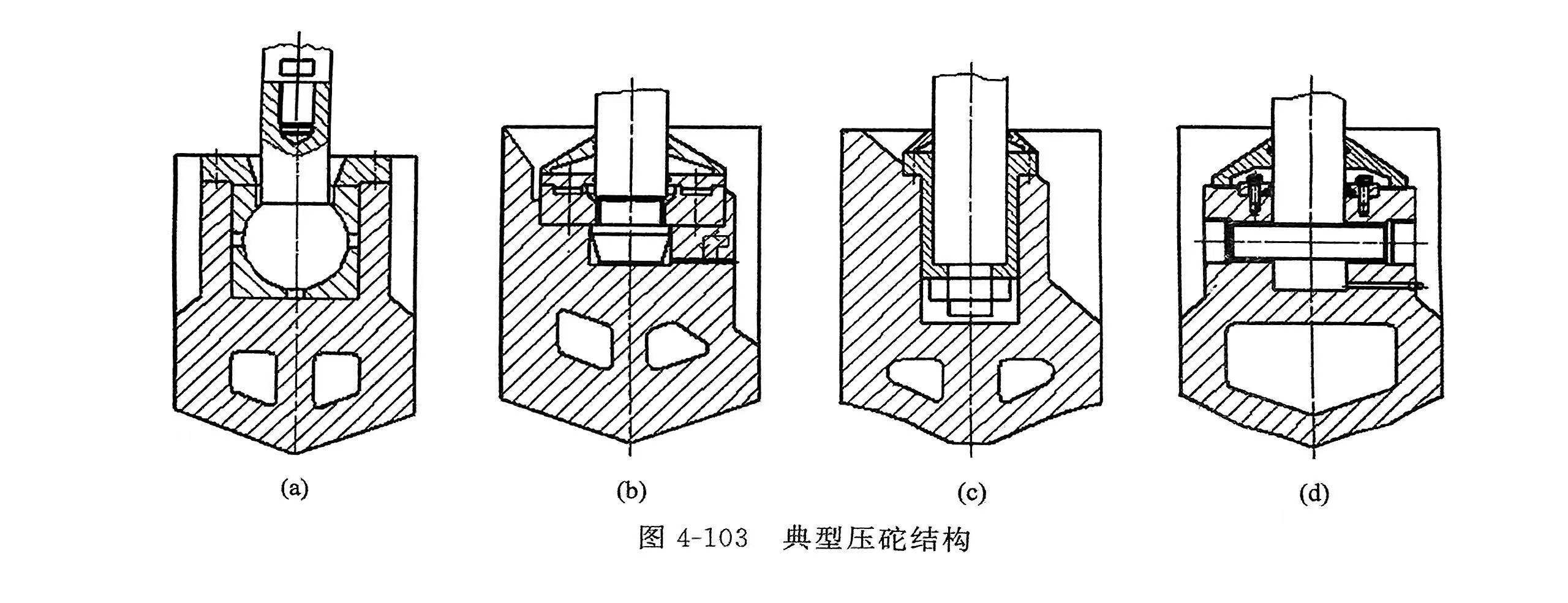
2)压砣。压砣有多种类型和结构,不同的结构又分别适用相切型转子和啮合型转子,如图4-103所示。
为了增大压砣与物料的接触面积,对相切型转子,压砣下表面制成斜面[图4-103(a)、(b)]。对啮合型转子,压砣下表面制成圆弧形,相当于密炼室内壁圆弧面的延续,有利于提高对物料的剪切力,提高炼塑的质量和效率[图4-103(c)、(d)]。通常压砣与物料接触下表面应做硬化处理。压砣的上表面容易存料,特别是存落的粉料抖落到密炼室内已经炼好的物料上,影响物料的质量。故压砣的上表面多设计成斜面,有单面坡上表面,如图 4-103(b)、(c)所示;还有双面坡上表面,如图4-103 (a)、(d)所示。单面坡压砣较双面坡压砣清理容易。在活塞杆与压砣连接处也易存粉料,为此,活塞杆与压砣连接处大都带伞形“帽子”,且伞形“帽子”表面镀硬铬,防止存料。
压砣冷却通常根据工艺需求设定。若需要通水冷却,可以采用压砣下部钻孔冷却或用铸造冷却水腔冷却。前者散热面积较大,冷却效果较好。通水管路一种是单独装在压砣上的随动管路,容易断裂,不易修复;另一种是冷却水通过活塞杆中心孔进出压砣,省去压砣上的随动冷却水管,结构简单实用,维护方便。
为了解决压砣冲击声过大和物料飞扬、夹料,密炼机压砣与周边部件间隙逐步减小,由于加工和装配精度的提高,从过去单面间隙3mm,已降低为1~1.5mm。为防止压砣表面粘料,压砣表面镀硬铬。
近年来,增大压砣截面积已成趋势,这样投料口截面积亦增大,便于加料。但压砣截面积增大,只有增大压料汽缸直径,才能保证压砣对物料的比压增大,有利于提高炼塑质量和效率,当然这也使主电动机的功率消耗增加。如老式 PC-2 密炼机,压料汽缸直径$280mm,压缩空气的压力为0.8MPa,压砣对物料的压力只有0.2MPa,F270 密炼机,压料汽缸直径约为 560mm,压缩空气的压力0.8MPa,压砣对物料压力0.49MPa。液压 式密炼机压砣对物料压力可达0.6MPa。
炼塑工艺要求压砣在高位、低位、中间缓冲位发出电信号,以便实现炼胶的自动控制。为此,通常在压砣上装有高度指示杆,随压砣一起升降,杆上有撞块。在压料汽缸旁放置一固定架,其架上放置多个相应用途的行程开关(或接近开关),撞块升降不同高度,与不同
高度的行程开关(或接近开关)相碰(或接近),发出压砣不同位置的电信号。液压压料装 置可据工艺需求设置更多的信号采集点。