1.概述
鞋用注塑机是制鞋的专用设备。用于生产以PVC、改性PVC、SBS和TPR为原料的各种注塑鞋。
鞋用注塑机(以下简称注塑机)按其生产鞋的品类可分为结帮鞋(鞋帮为布、人造革或真皮,底为塑料的鞋)用注塑机和全塑鞋(鞋帮和底均为塑料的鞋)用注塑机;又根据鞋底的颜色层次或物料的种类分为单色注塑机、双色注塑机和多色注塑机。鞋用注塑机其工位数最少为两工位,一般为10~16工位,也有30~40工位,通常双色注塑机和多色注塑机工位数比单色注塑机工位数多。
结帮鞋用注塑机适用于生产各种帮面的结帮鞋(旅游鞋和运动鞋)。全塑鞋用注塑机适用于生产各种全塑鞋(旅游鞋、凉鞋、拖鞋和鞋底)。单色注塑机是对结帮鞋或全塑鞋进行一次(一种物料)注射成型;双色注塑机是对结帮鞋或全塑鞋进行两次(两种物料或两种颜色)注射成型。多色注塑机是对结帮鞋或全塑鞋进行多次注射成型。
2.单色结帮鞋用注塑机
(1)基本组成与作用
单色结帮鞋用注塑机基本结构组成如图14-21所示。
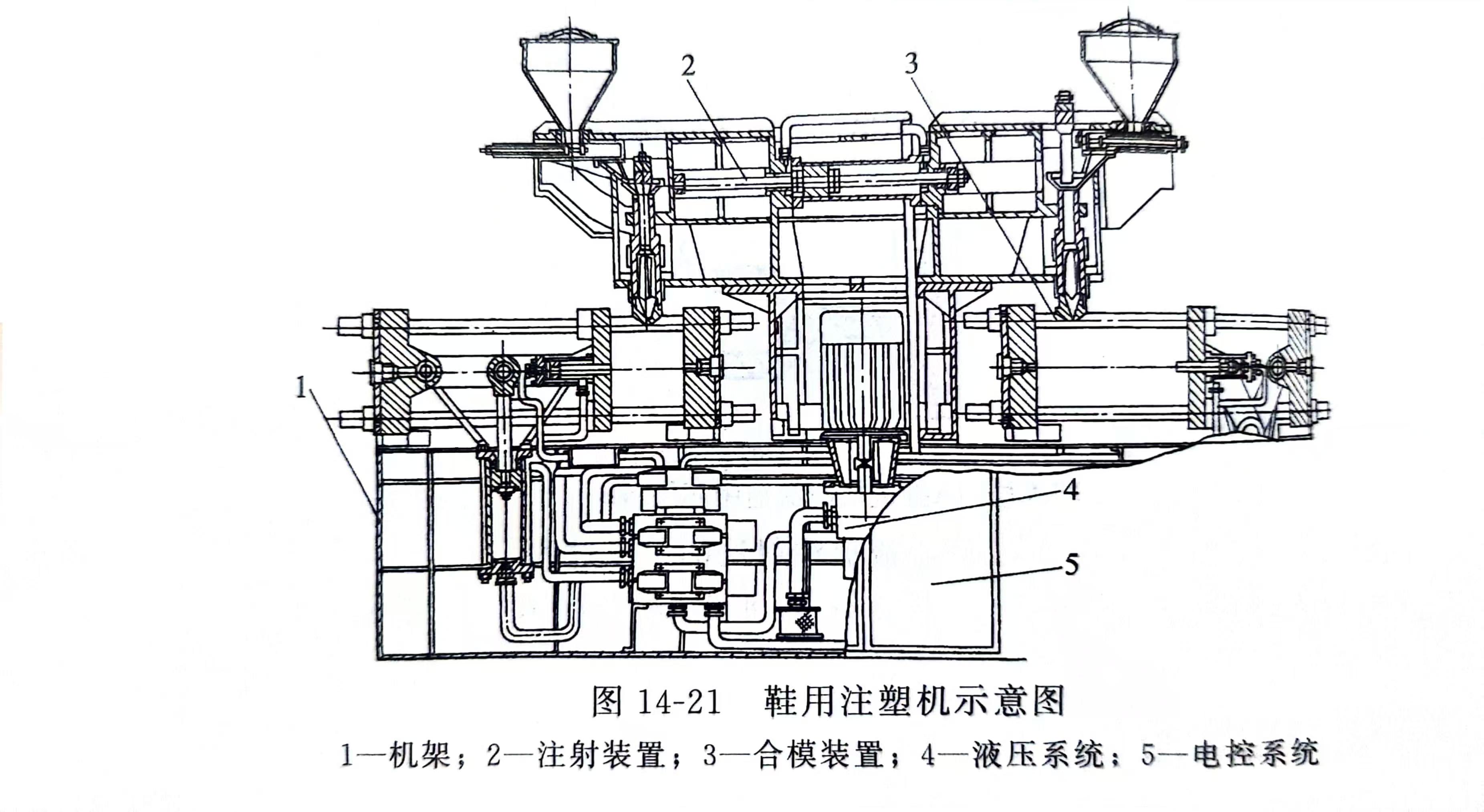
机器有上下两个圆盘,由转位机构驱动作间歇转工位运动,上圆盘装有压棺翻植机构,下圆盘装有合模机构,上下圆盘之间为各工位安装模具,完成制鞋的空间。鞋檀装在翻植机构的棺座上,鞋模(围模、底芯模)装在合模机构中,鞋植下降和围模合拢有两种程序:可先下植后合模或先合模后下,按制鞋工艺的需要调整使用。注射机构采用螺杆-活塞注射式,螺杆预塑有机械和液压两种驱动方式。滑台带动注射部件进退,完成模具注塑,圆盘上每一工位为一独立的工作单元:由圆盘中间的分油阀按一定的次序,供压力油完成各个动作,各工位均设有手动换向转阀,供调整模具时改变动作方向用。整机采用液压驱动,开启后自动循环工作(除上鞋帮、下鞋外)。模具闭合,形成一只鞋底形状的模腔。物料经塑化后由注射机构注入模腔内,迅速充满模腔并与鞋帮面牢固地黏合在一起,经过一定时间的冷却定型,即可开模、提棺下鞋。棺座安装的两只鞋植由自动翻植机构翻转,轮流进行工作。
在机器的运行过程中,液压油通过分油阀输送至各工作液压缸,完成各工位单元内的开模、合模、下棺、提椎和翻植等动作。当塑化装置在预塑时,转位机构驱动圆盘作分度转位的间歇运动。圆盘转位结束后,塑化装置前段的注料嘴与圆盘上其中一个已完成合楔、下植动作的模具的注口对齐,滑台向右前进,使注料嘴与模具的主浇口贴紧,注射机构将物料注入模具内。注射完毕,滑台退回;转位机构驱动圆盘做分度转位。
(2)工作原理
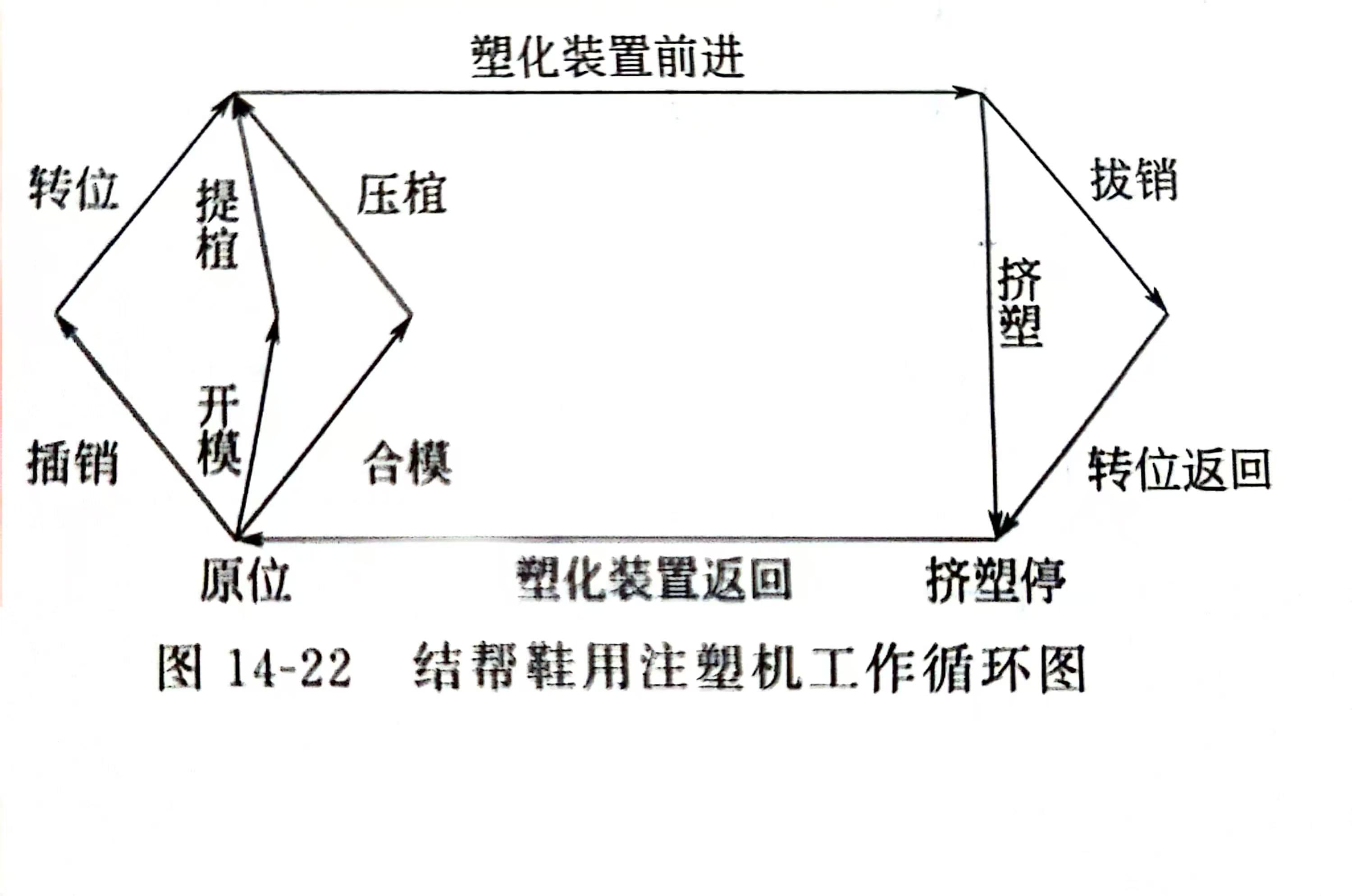
单色结帮鞋用注塑机的工作过程如图14-22所示。首先,将鞋底芯模、围模安装在合模机构内,鞋植安装在自动翻椎机构的楦座上。在鞋楦上套好鞋帮,当合模机构合模后,自动翻植机构带着鞋植压下,使底芯模、围模与已套好鞋帮面的鞋植转动,圆盘又开始重复上述动作。经注射完毕的模具经过几个工位的冷却定型,在第六至第七工位时开模、提楦、下鞋、鞋植再套帮,准备工作。
(3)主要技术参数
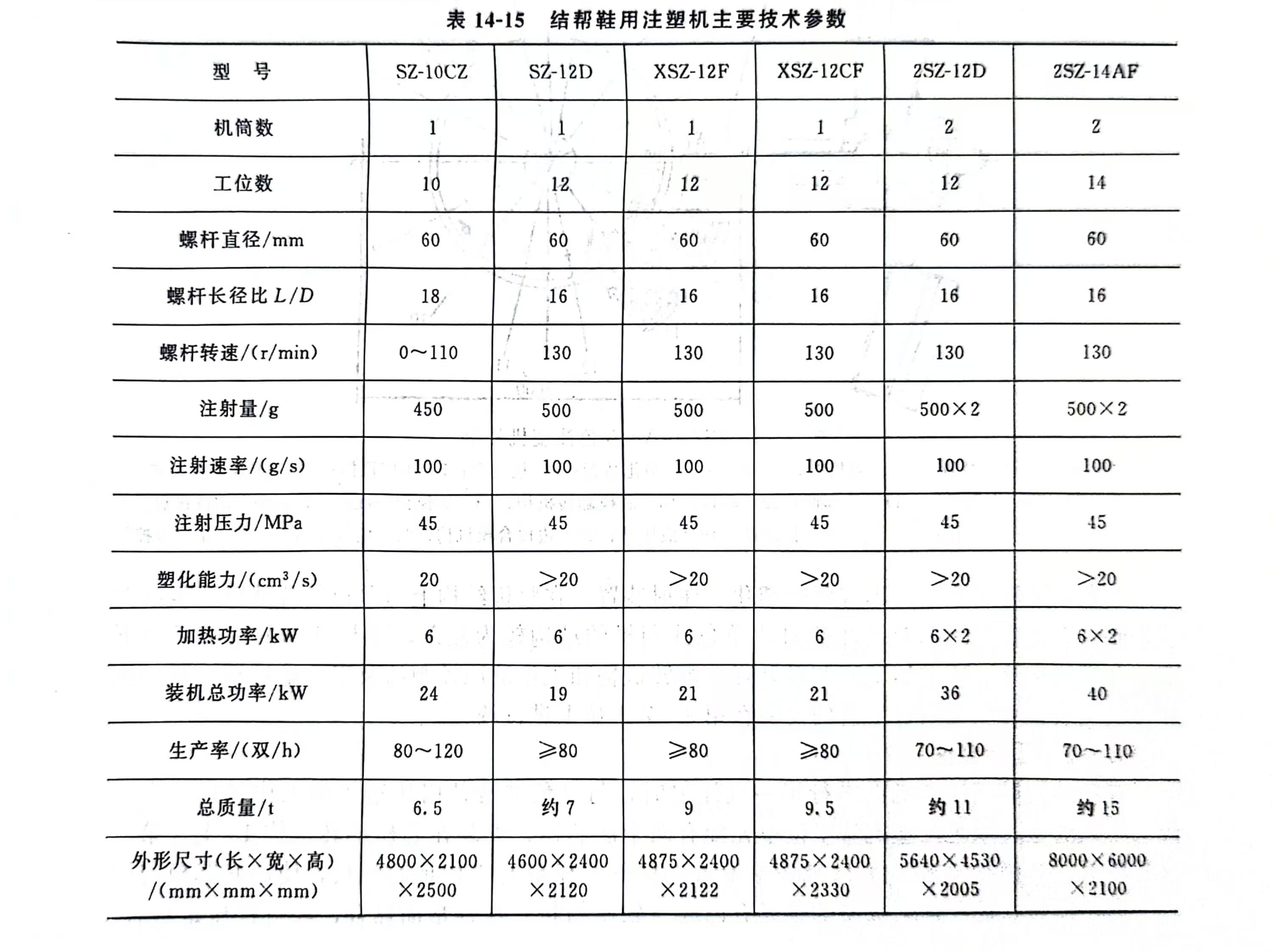
结帮鞋用注塑机主要技术参数如表14-15所示。
3.双色结帮鞋用注塑机
(1)基本组成与作用
双色结帮鞋用注塑机基本结构及组成如图14-23所示。
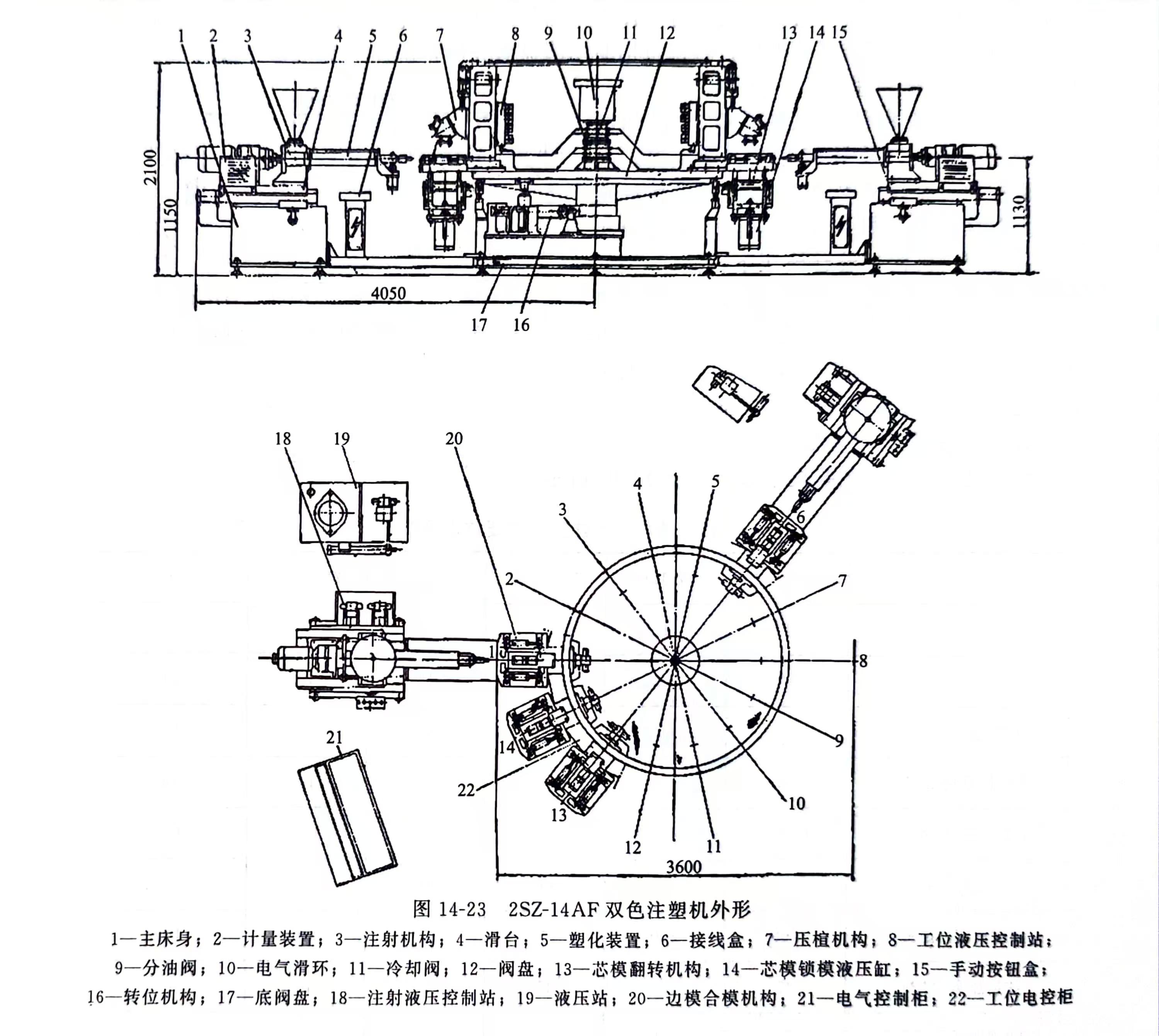
双色结帮鞋用注塑机具有两套塑化、注射装置,在整机结构上与单色结帮鞋用注塑机大致相同。在工位单元上双色注塑机比单色注塑机的结构较为复杂,除具备单色注塑机的下楦、合模机构外,还增加了底芯模升降、翻转机构和工位液压控制站及工位电控柜。第二注射、塑化装置可根据制鞋工艺的需要在第4~7工位上进行调整。
(2)工作原理
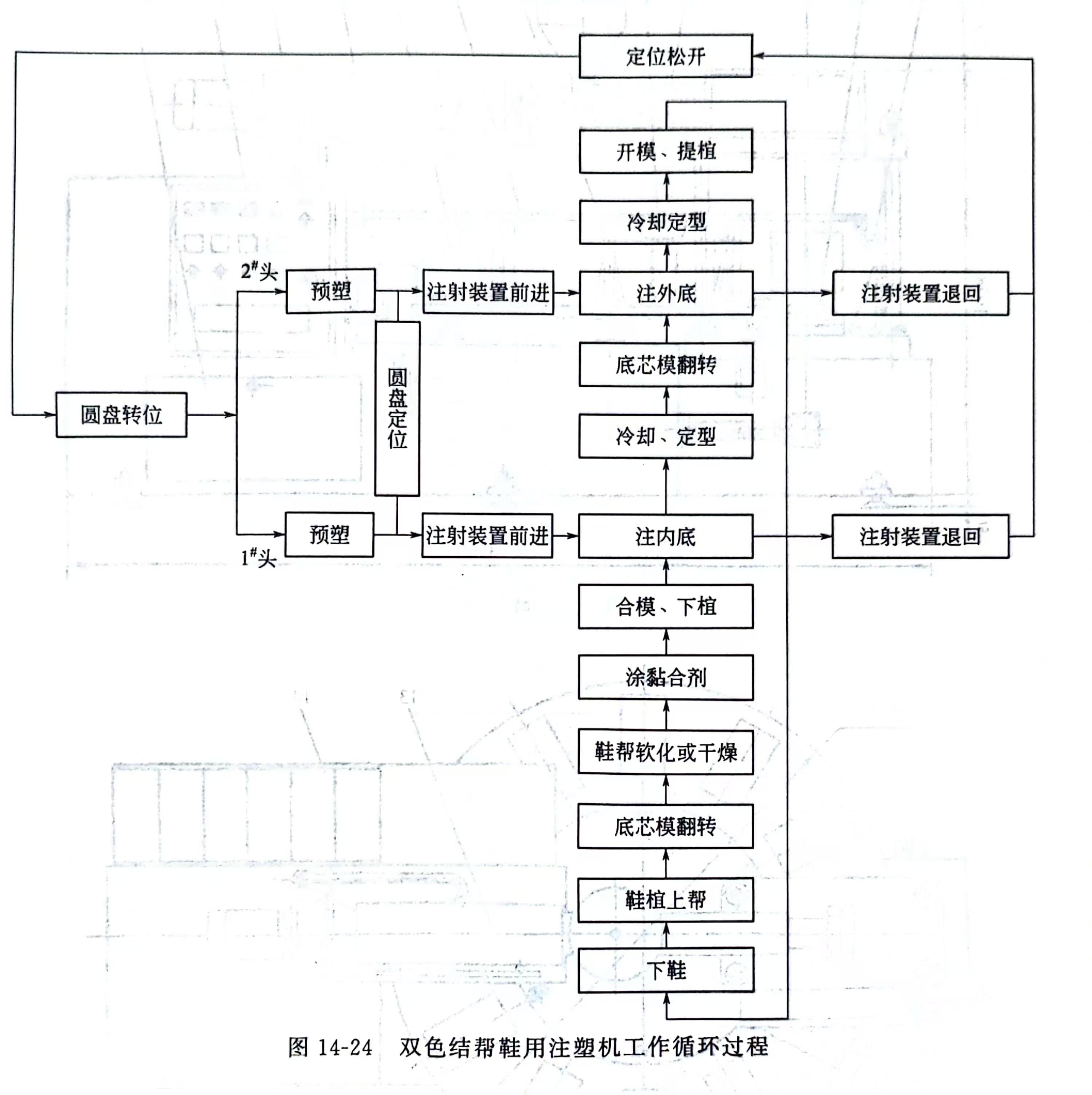
双色结构鞋用注塑机在进行第一次注射时,与单色结帮鞋用注塑机的工作过程基本一致。不同的是,双色注塑机每工位单元配有两个底芯模,安装在芯模翻转机构 13 上。第一次注射时,芯模锁模液压缸14将安装有底芯模的芯模翻转机构顶起锁模,使内底芯模与围模、鞋植闭合,此次注射成型的鞋只有内底(软质物料)与鞋帮面黏合,经过保压定型后,芯模翻转机构降下翻转、顶起外底芯模,使外底芯模与围模和已注射成型的内底闭合,第二次注射进模腔内的物料与内底黏合,经冷却定型后即成为双色(或两种物料)鞋制品。整机的工作循环过程如图14-24所示。