在支撑式圆盘上有12个矩形孔,可安置6双鞋模;圆盘由定芯支撑轴承支撑定芯,由液压马达驱动减速器传动转位,由刹车磁铁实现定位。鞋模的锁模方式为四柱龙门式,且合模液压缸具有快速上升和合模增压功能。塑化机构采用机械或液压方式驱动,注射装置为螺杆往复式注射,并设有注射计量装置用以控制每个工位的注射量。
机器有两个注射头,各具备一套预塑、注射、锁模装置和液压控制系统,并可根据工作需要将第二注射头围绕床身作位置调整。两头的锁模装置均为钳口式。圆盘的转位、定位结构与单色全塑鞋用注塑机基本相同。
1.单色全塑鞋用注塑机
(1)基本结构与作用
单色全塑鞋用注塑机基本结构主要组成如图14-25所示。
在支撑式圆盘上有12个矩形孔,可安置6双鞋模;圆盘由定芯支撑轴承支撑定芯,由液压马达驱动减速器传动转位,由刹车磁铁实现定位。鞋模的锁模方式为四柱龙门式,且合模液压缸具有快速上升和合模增压功能。塑化机构采用机械或液压方式驱动,注射装置为螺杆往复式注射,并设有注射计量装置用以控制每个工位的注射量。
(2) 工作原理
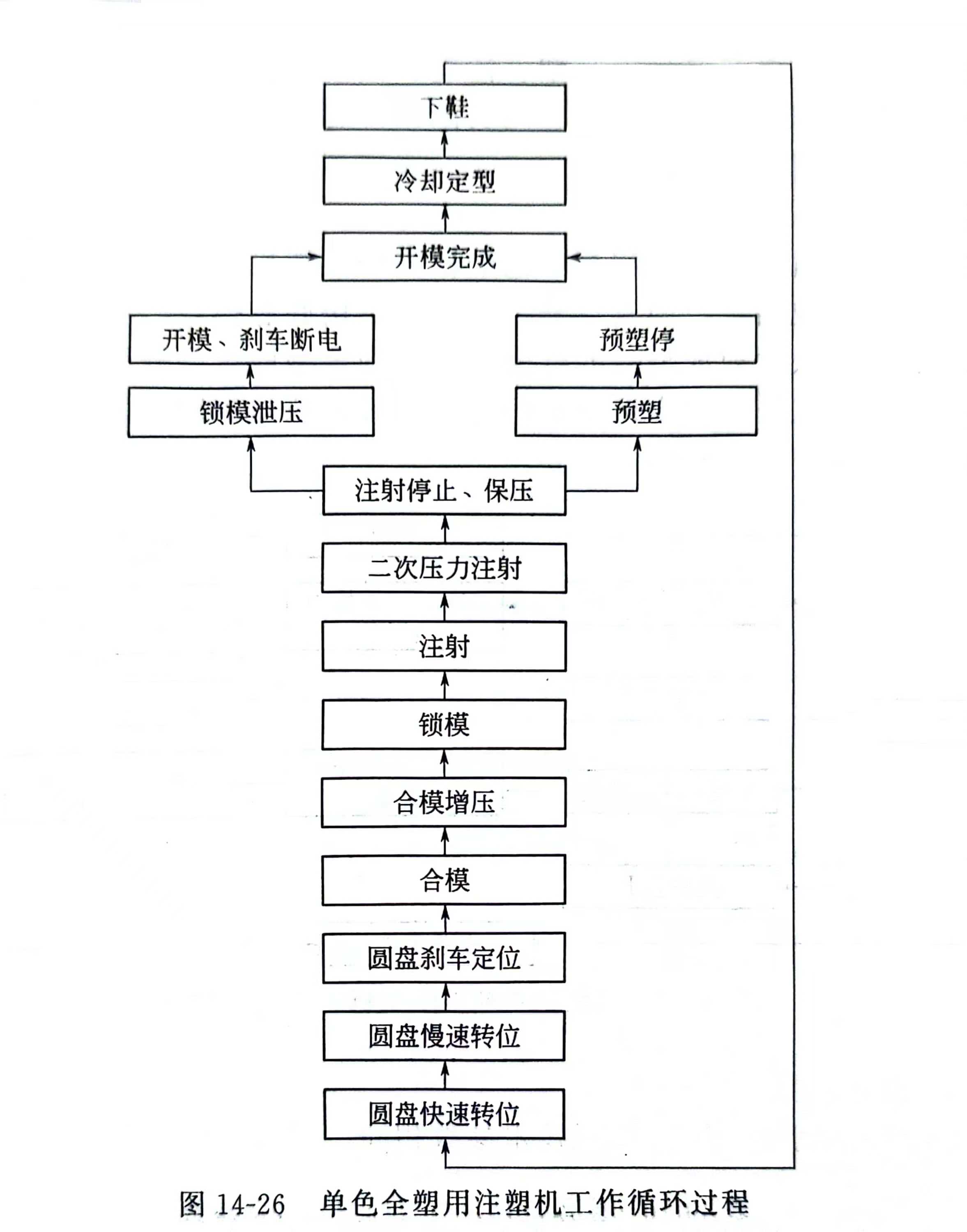
单色全塑鞋用注塑机的工作循环过程如图14-26所示。将模具安置在圆盘7的矩形孔上,由圆盘带动转至四柱龙门中间,当圆盘正位后正位开关1发出信号,刹车磁铁5使圆盘定位;合模液压缸2快速上升将模具顶至龙门上端并增压锁模。物料被塑化后,由注射装置
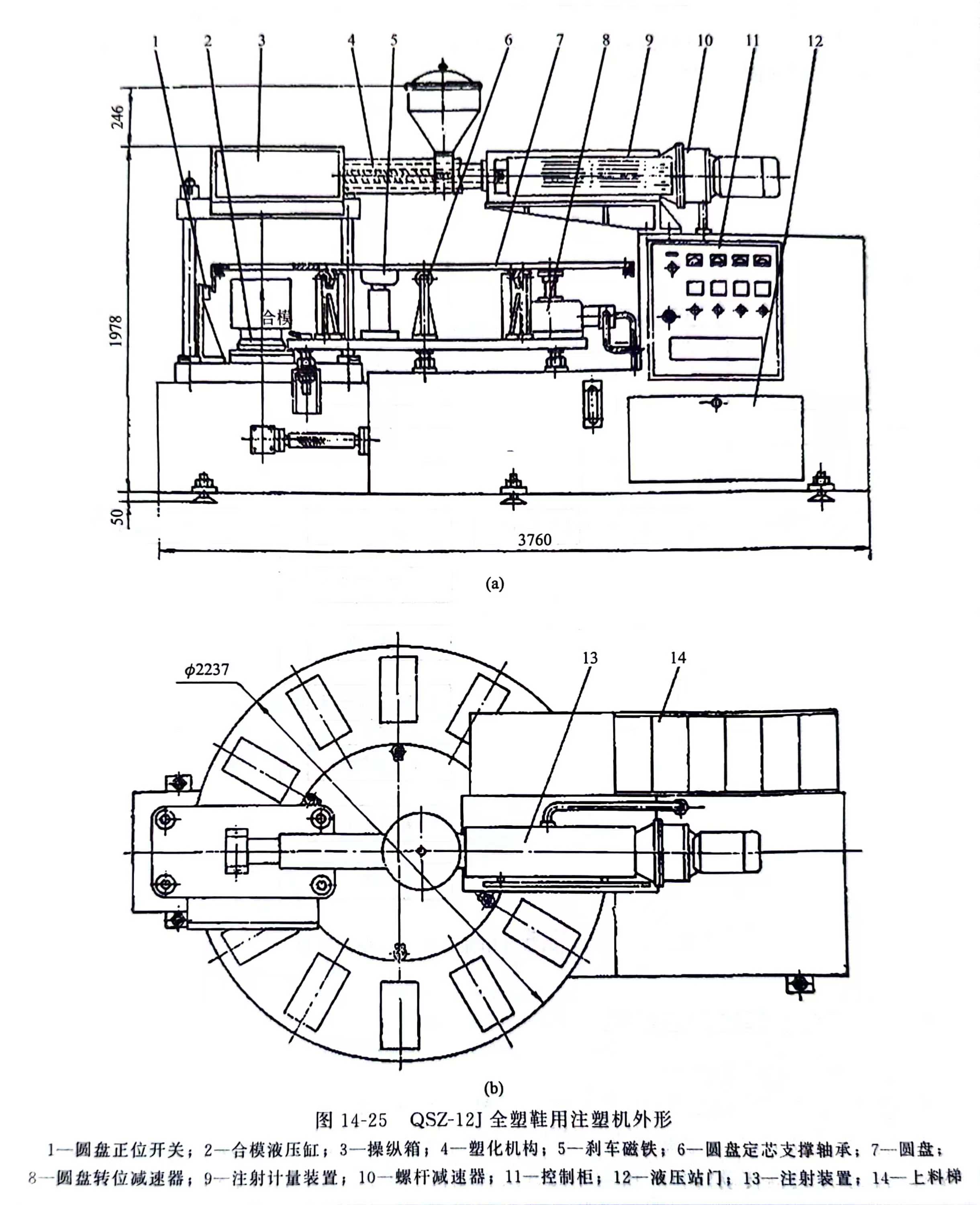
13 推动塑化机构4内的螺杆从龙门顶端的注料口注人模腔;注射时有二次压力注射过程。注射完毕,塑化装置开始塑化,同时合模液压缸开模下降,使模具又回到圆盘上,当合模液压缸降至最低位置时刹车磁铁断电松开圆盘,圆盘在转位减速器8驱动下转位,开始下一个工作循环,如图14-25所示。
2.双色全塑鞋用注塑机
(1)基本作用与组成
双色全塑鞋用注塑机基本结构及组成如图14-27所示。
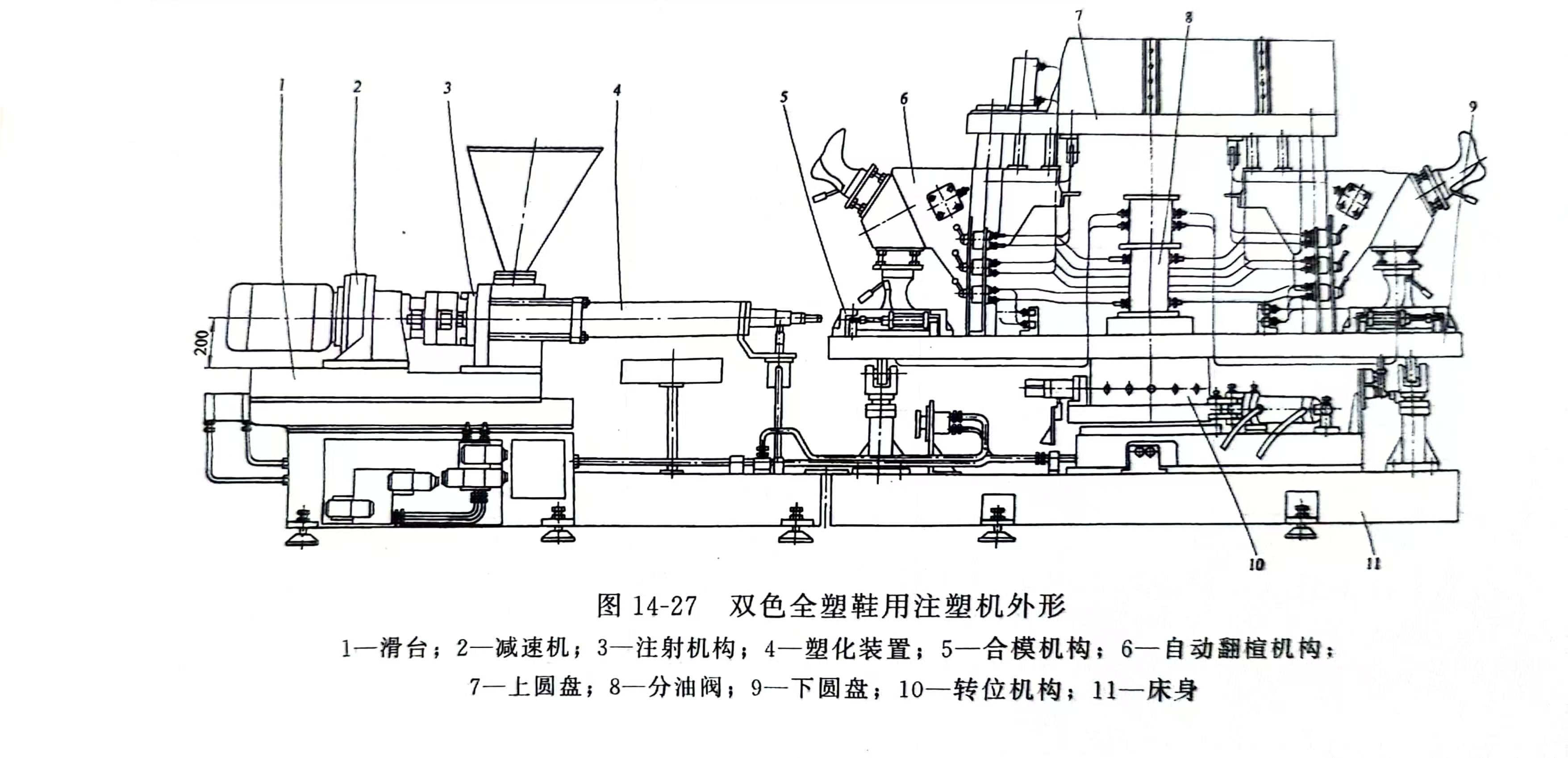
机器有两个注射头,各具备一套预塑、注射、锁模装置和液压控制系统,并可根据工作需要将第二注射头围绕床身作位置调整。两头的锁模装置均为钳口式。圆盘的转位、定位结构与单色全塑鞋用注塑机基本相同。
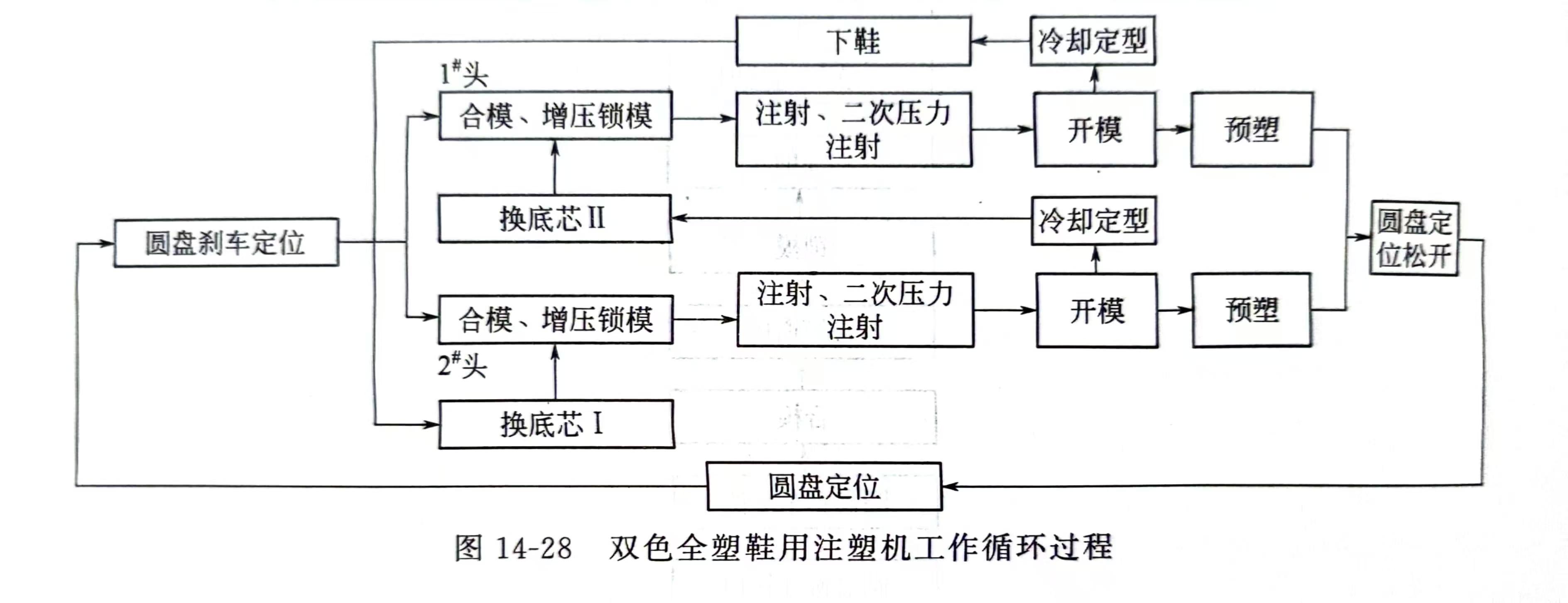
(2)工作原理
双色全塑鞋用注塑机的工作过程与单色全塑鞋用注塑机基本相同。区别在于鞋模有两块底芯模,第一次注射完成后,将模具打开,换上第二块底芯模,再由第二次注射装置对鞋模进行第二次注射。第二次注射成型后的鞋模,经冷却定型即可打开模具取出鞋制品。机器工作时,两个注射头同时工作,两个注射头的合模、开模动作与圆盘转位互锁。整机的工作循环过程如图14-28所示。
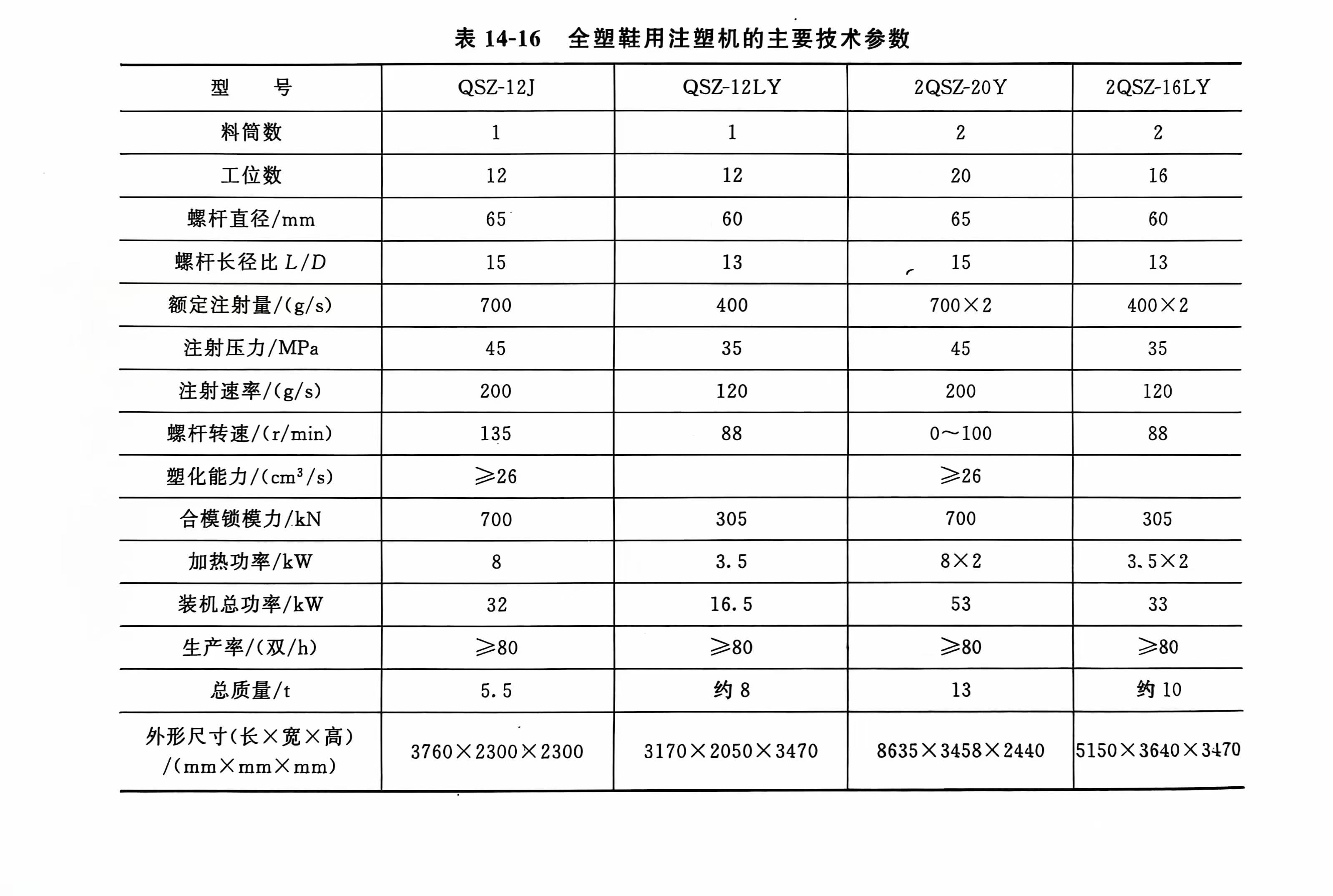
(3)主要技术参数
双色及单色全塑鞋用注塑机的主要技术参数相同,如表14-16所示。