双组分发泡注塑机可将两种塑料分别通过两个注射装置,按一定程序注入同一个模腔内,形成表层和芯层不同材料的复合制品。如需芯层发泡时,可在熔料充满模腔后,用二次开模法使芯层发泡。表层和芯层的材料可根据使用要求及经济性来选定。所以双组分注塑机是一种既经济又能生产复合制品的成型设备。
1.概述
双组分发泡注塑机可将两种塑料分别通过两个注射装置,按一定程序注入同一个模腔内,形成表层和芯层不同材料的复合制品。如需芯层发泡时,可在熔料充满模腔后,用二次开模法使芯层发泡。表层和芯层的材料可根据使用要求及经济性来选定。所以双组分注塑机是一种既经济又能生产复合制品的成型设备。
2.工作原理
双组分注塑机主要有两种方法。
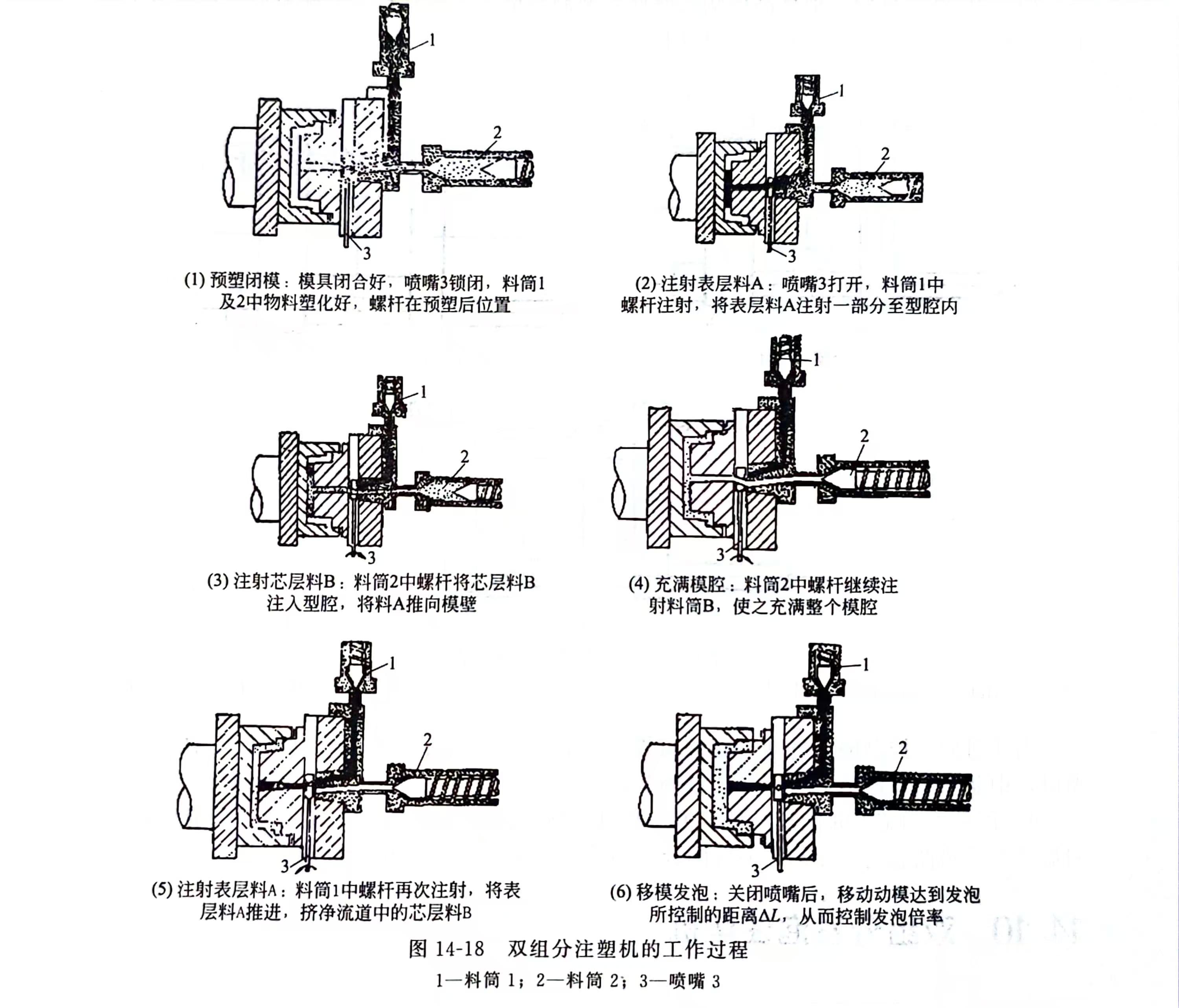
1)相继注射法 此法的特点是,按照工艺程序通过液压、电气控制装置操纵两个注射液压缸及转动分配喷喘将位于两个料筒中塑化好的两种物料,依次连续地将表层料及芯层料相继注入模腔。其工作过程如图14-18所示,而此法的缺点是注射速度慢,一般在2s内完成,而且两种料在交替注射时熔料会出现0.1s左右的瞬间停滞,而出现制品表面的缺陷。
双组分注塑机工作过程如图14-18所示。
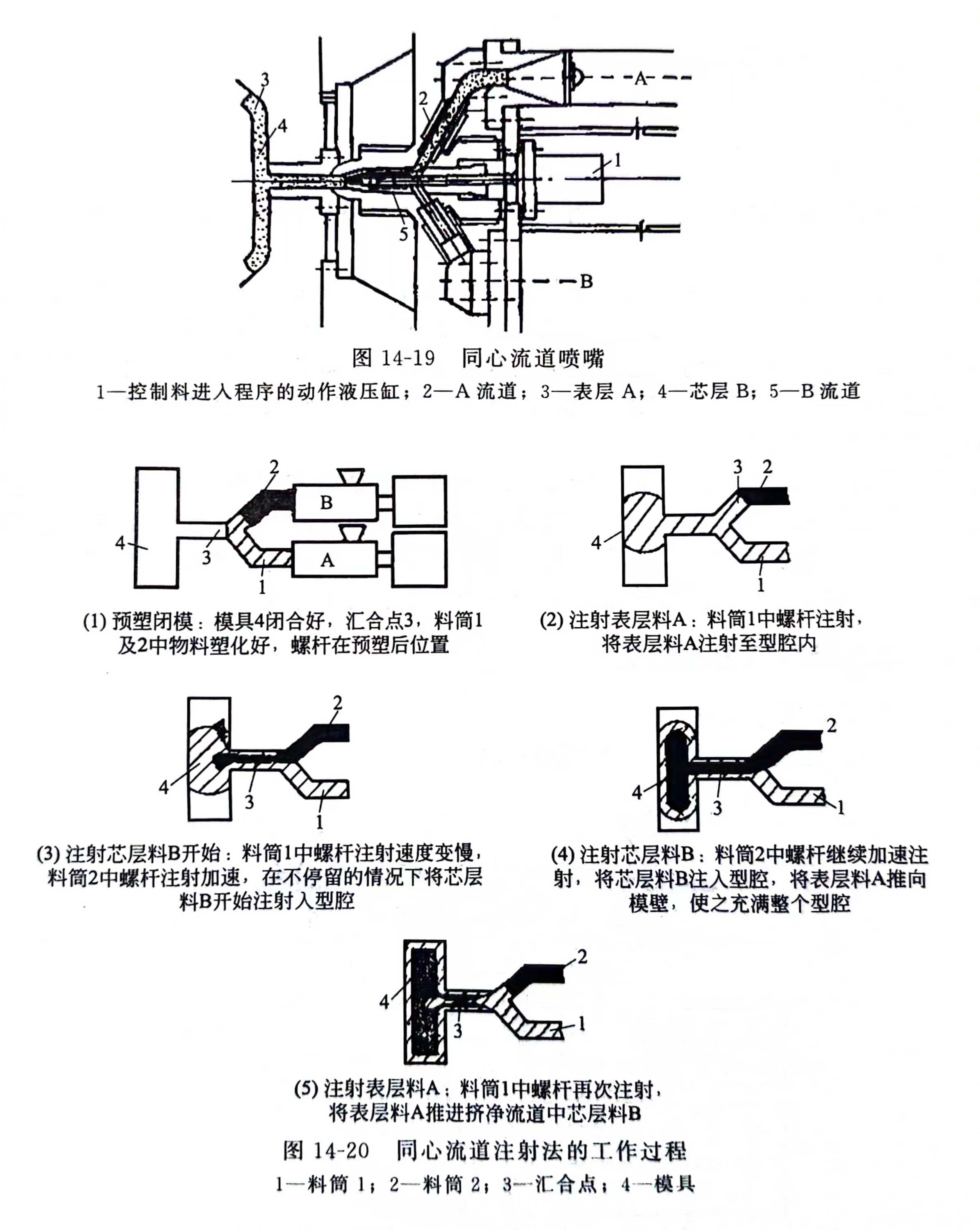
2)同心流道注射法 同心流道注射法主要特点是使用了同心流道的喷嘴(图14-19),使之在注射时,可连续地从第一种塑料转换成第二种塑料(若使用储能器高速注射油路,能保证0.5s内将表层和芯层材料注人模腔)。当注射螺杆1接近注完表层料A而慢慢降速时,注射螺杆2就开始加速注射,两种料在交替注射时没有停留,防止了制品表面的痕迹。其工作过程如图14-20所示。
3.基本结构与作用
双组分注塑机是一种双注射料筒螺杆式注塑机,两个料筒可以平行或成较小的角度排列,注塑机除具备普通注塑机和发泡注塑机功能外,还应具有下列特点。
1)两个料筒的注射量能够进行比例控制和调节。一般泡沫制品的表层和芯层料之比为(1:1)~(1:2),最大不应超过1:4。
2)料筒和模具之间要设置一个可控的专用喷嘴。
3)两个注射螺杆在计量预塑时和注射时如螺杆预塑行程、螺杆转速、两个螺杆注射行程,交替时间、位置、注射压力、注射速度等都应精确地控制。













