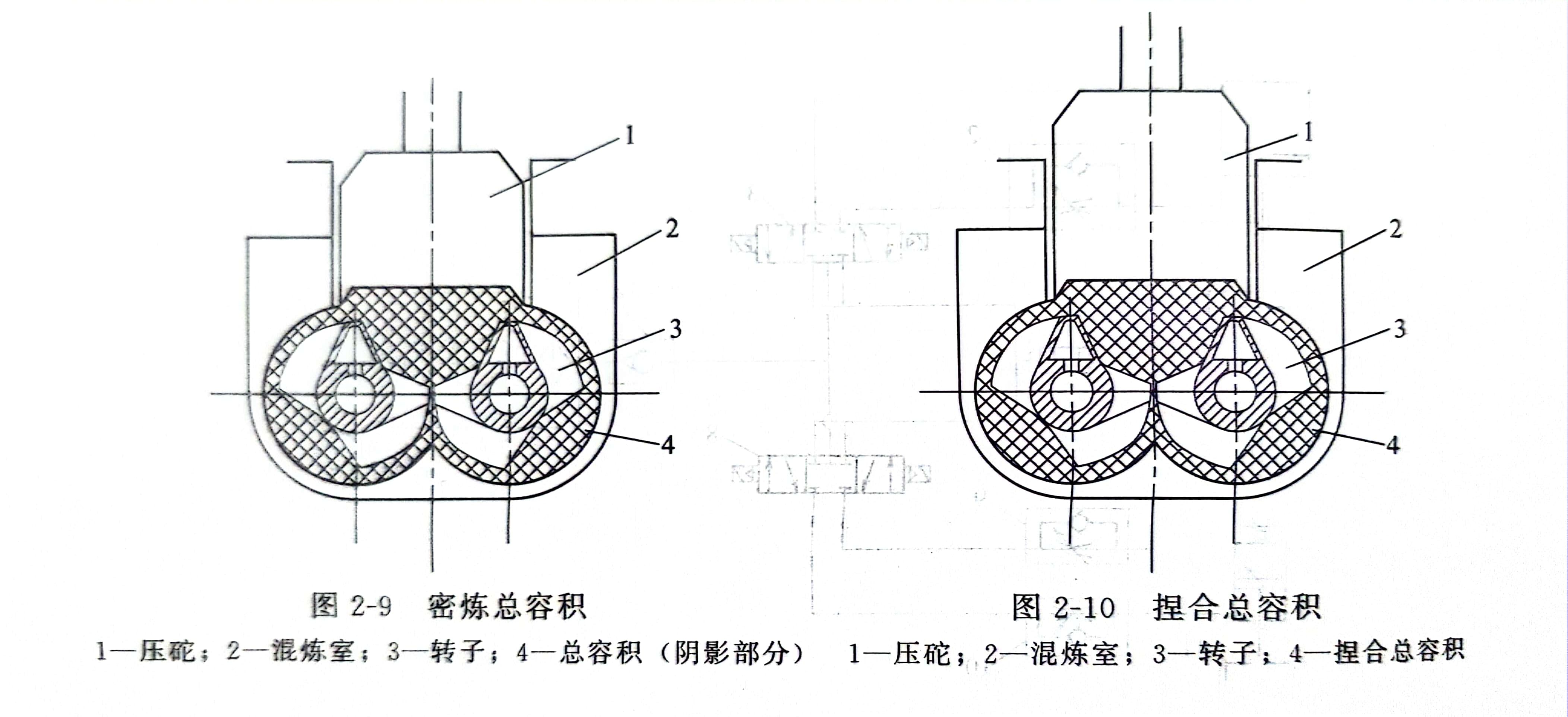
(1)密炼总容积 密炼总容积系指压砣下落至最低极限位置时,混炼室内的空腔容积(L),如图2-9所示。
(2)捏合总容积 捏合总容积系指压砣底面下落至接料口位置时混炼室内的空腔容积,如图2-10所示。
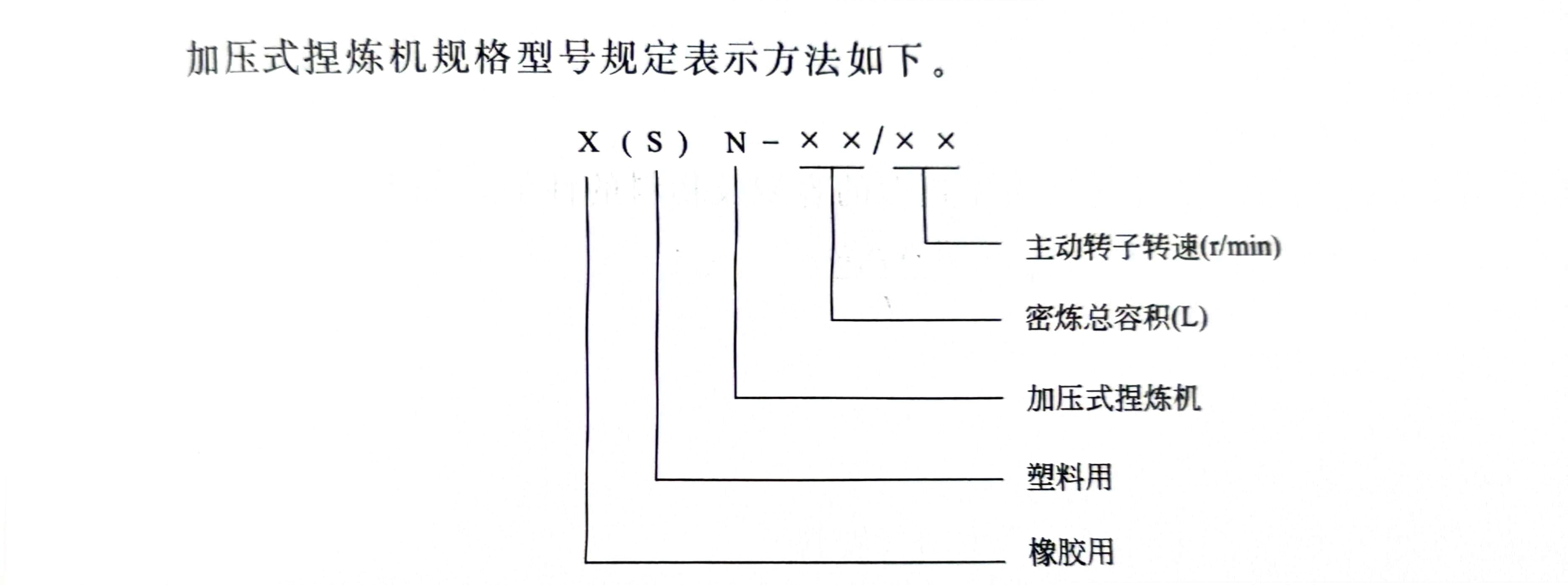
(3)主动转子转速 主动转子(前转子)的每分钟转数直接影响整机的生产能力、功率消耗和物料捏炼质量。混炼室应能绕主动转子的轴线翻转,通常将主动转子装置在固定的轴承支座上,而从动转子(后转子)则与混炼室一同悬臂支承在浮动的轴承支座上。为了减少混炼过程中机体的振动,主动转子的转速一般控制在30r/min左右。
(4)转子速比 转子速比系指主动与从动两个转子的转速比,而般为1:1,2左右。
(5)填充系统 填充系数β系指填加物料的体积(投料量)与密炼总容积之比。通常根据物料的性质0.6~0.85。
(6)生产能力 加压式捏炼机的生产能力G主要取决于机器的容积及物料的性能,如下式中
G=60Vpßa
G——生产能力,kg/h;V——密炼室总容积,m3;p——物料散密度,kg/m3;
β——填充系数,β=0.7(软料)~0.8(硬料);
a——机器利用系数,a=0.8~0.9;
t——捏炼周期,min,根据物理的性质、组成和工艺条件而定,一般为10~20min。
(4)转子速比 转子速比系指主动与从动两个转子的转速比,而般为1:1,2左右。
(5)填充系统 填充系数β系指填加物料的体积(投料量)与密炼总容积之比。通常根据物料的性质0.6~0.85。
(6)生产能力 加压式捏炼机的生产能力G主要取决于机器的容积及物料的性能,如下式中
G=60Vpßa
G——生产能力,kg/h;V——密炼室总容积,m3;p——物料散密度,kg/m3;
β——填充系数,β=0.7(软料)~0.8(硬料);
a——机器利用系数,a=0.8~0.9;
t——捏炼周期,min,根据物理的性质、组成和工艺条件而定,一般为10~20min。
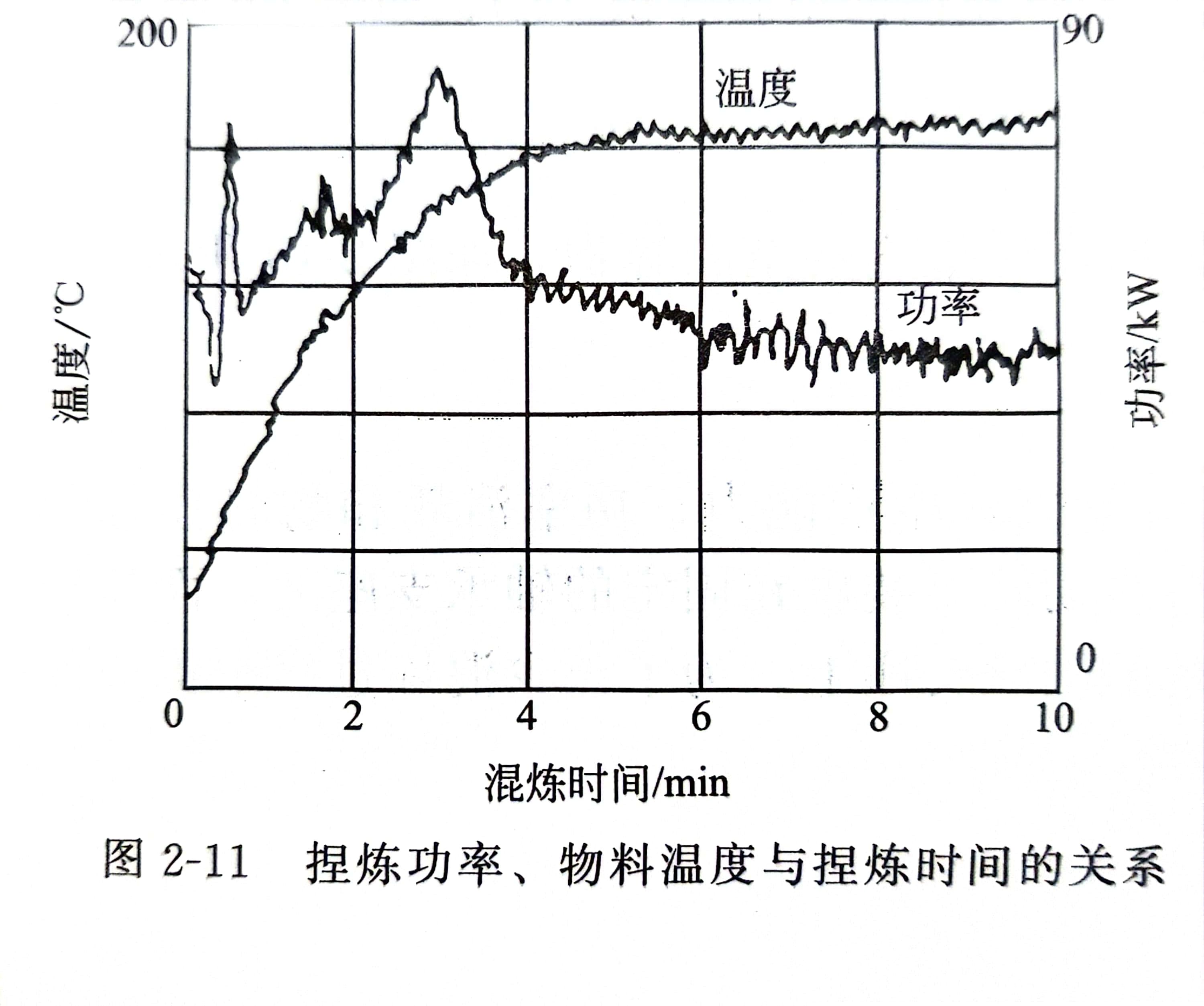
(7)主电动机功率 主电动机功率系指驱动转子主传动电动机的功率。
在捏炼过程中,其功率消耗变化如图2-11所示。
物料投入,压砣下压时达到高峰负荷,随着物料受到捏合作用而温度升高,物料塑性增大,分散均匀而功率的消耗降低,并趋于恒定。
(8)翻转电动机功率 翻转电动机功率与加压式捏炼机的捏炼部分的结构、捏炼工艺及操作方法以及翻转机构的形式等有关。
(9)混炼室翻转角度 混炼室翻转角度系指混炼室由捏炼位置翻转至排料位置的旋转角度,一般为110°~
140°翻转角度大,则排料方便。回默
(10)压砣压力 压砣压力是指压砣受加压汽缸的推力,对混炼室内物料产生的压强,其值越大则物料捏炼加剧加快,但功率消耗也加大,通常控制在0.15~0.2MPa。













