捏合块分为“K”系列(片状)和“M”系列(齿状),主要参数包括捏合盘个数、轴向长度和错列角。常见型号如K45/5/56,其中“K”表示片状,“45”为角度,“5”为片数,“56”为长度。捏合块方向分正反两种,正向与螺棱方向一致,反向则相反,产生反压力增加物料充满度。错列角影响捏合块性能,决定物料交换和输送能力。正向捏合块错列角越大,输送能力减小,充满度和停留时间增加;反向捏合块错列角越大,阻碍越小。90°以内角度越大,剪切能力越强,厚剪切块优于薄剪切块。中性捏合块(双头90°、三头60°)无轴向输送能力。
捏合块也称剪块,一般有“K”系列(片状)与“M”系列(齿状),描述由几个捏合盘组成的捏合块的参数有捏合盘个数、捏合块轴向长度以及相邻盘之间的错列角。常见的用K或KB 作为前缀,主要是以各单片捏合的角度来确定规格型号表示,一般有30°、45°、60°、90°之分:如K45/5/56,属于剪切块,带“K”指片状剪切块,“45”指片拼成的角度,“5”指共有5片,“56”指长度为56mm,螺棱宽度为 56/5=11.2mm。
捏合块方向同样也分正反两种,正向捏合块的旋向与正向螺棱元件的螺旋方向一致,物料输送方向与挤塑方向一致;反向捏合块的旋向与反向螺棱元件一致,物料输送方向与挤塑方向相反,并产生反压力,使其上游螺棱输送元件内物料的充满度增加;可根据实际情况进行微调组合。
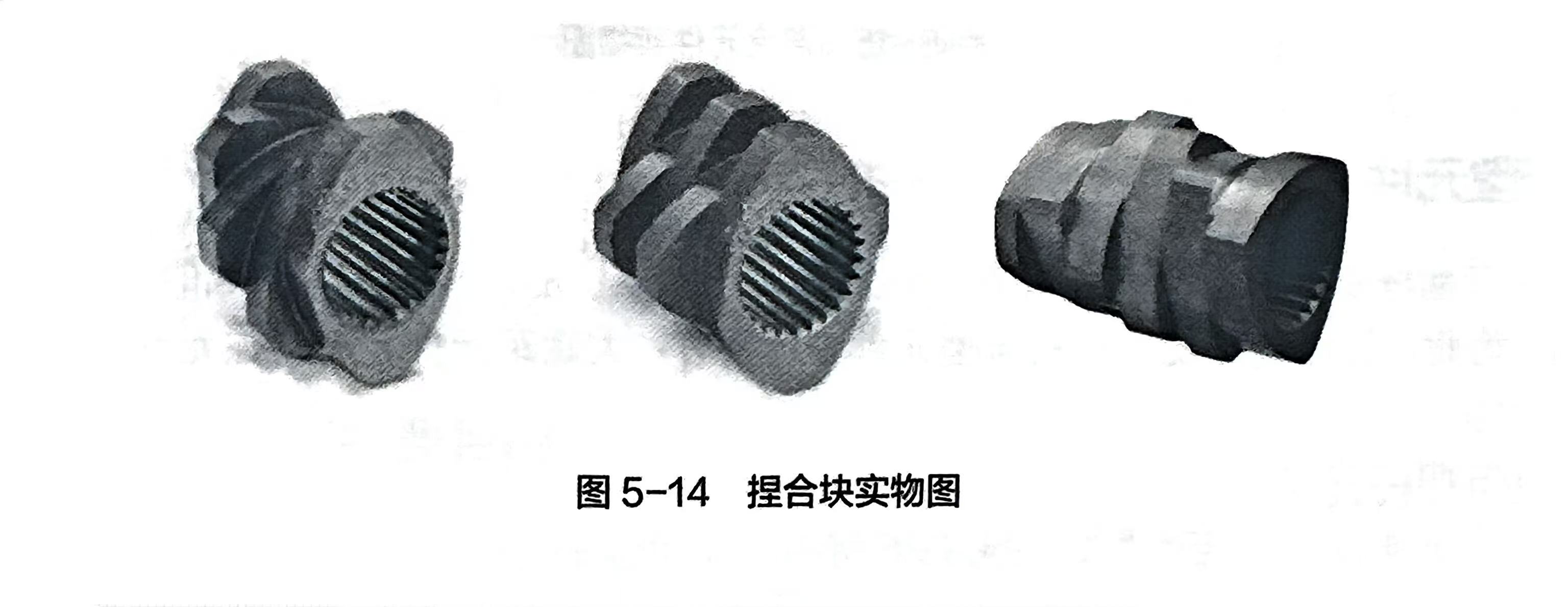
捏合块中的捏合盘在制造安装时,需要把相邻捏合盘之间沿周向错开一定的角度(圆心角),该角度称为错列角,错列角对捏合块的工作性能有重要影响。有错列角,相邻捏合盘之间才有物料交换,成串的捏合盘才能形成(像螺纹元件那样的)螺旋角,沿捏合块的轴线方向才能有物料输送。错列角对轴向通道开口有重要影响,对于正向捏合块,错列角越大,两相邻捏合盘之间的开口越大,会使输送能力减小,充满度和停留时间增加;对于反向捏合块,错列角越大,意味着对聚合物输送的阻碍越小。一般来说,在90°以内,角度越大,剪切能力越强,厚剪切块剪切能力强于薄剪切块;一般剪切块厚度对剪切热影响很大,厚有利于通过剪切热加强塑化分散。中性捏合块(双头捏合盘错列角为90°、三头捏合盘错列角为60°)有最大的漏流开口,对物料无轴向输送能力。捏合块实物见图5-14。