啮合型同向旋转平行双螺杆挤出机的设计允许啮合区横向封闭但纵向开放,形成从加料口至机头的通道。物料在螺杆啮合区受到辊压和反向速度梯度作用,沿螺槽流道向机头输送。其输送机理结合了正位移和摩擦、黏性拖曳,介于普通挤出机与异向旋转封闭型双螺杆挤出机之间。由于螺杆在啮合区速度方向相反,几乎没有分离力,避免了“压延效应”,保证了对中性并减少磨损,使螺杆转速可达300~500r/min,产量高于异向旋转双螺杆。同向旋转双螺杆的剪切速率和应力大且分布均匀,塑化效果更佳,配置捏合盘等混炼元件可进一步提高混炼效果。
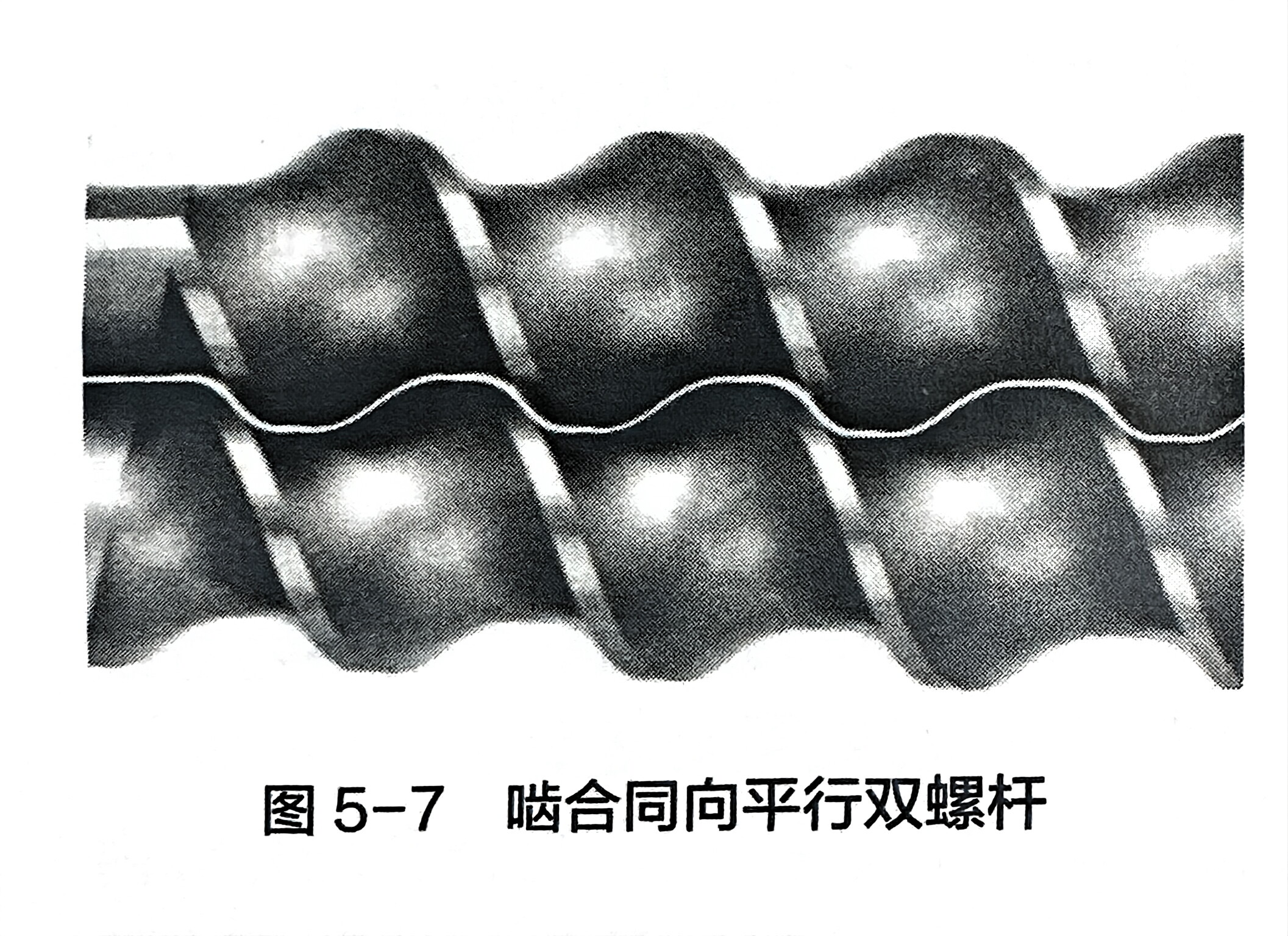
在挤出工艺中,图5-7所示为啮合型同向旋转平行双螺杆,从理论上讲它可以设计成啮合区横向封闭,但纵向不能完全封闭,必须有一定程度的开放,杏则两根螺杆装不到一起。即螺槽宽度大于螺棱宽度,这样在螺杆中就形成一条从加料口直至机头的通道。通道大小由使用目的而定,纵向开放得越大,正位移输送能力丧失得越多。当物料沿着螺杆到达啮合区后,不仅受到两螺杆的辊压作用,同时还受到螺杆反向速度梯度的作用而被托起,使之沿着两根螺杆螺槽所形成的流道向机头输送。因此,啮合型同向旋转平行双螺杆挤出机物料的输送既有正位移机理,又有摩擦、黏性拖曳输送机理,其输送机理介于普通挤出机与异向旋转封闭型双螺杆挤出机之间。
在啮合型同向旋转平行双螺杆挤出机中,由于两根螺杆在啮合区的速度方向相反,几乎没有使螺杆向两边推开的分离力,因而不存在“压延效应”,保证了螺杆的对中性,并可最大限度地避免螺杆与机筒间产生磨损,这就可以大大提高螺杆的转速,一般可达 300~500r/min,从而获得比异向旋转双螺杆挤出机更高的产量。
此外,由于物料在同向旋转双螺杆螺槽中产生的剪切速率大,剪切应力大且分布均匀,因此塑化效果较异向旋转双螺杆更好。在同向旋转双螺杆上还可配置捏合盘等混炼元件,这样更有利于提高混炼效果。