双螺杆挤出机根据螺杆的相对位置、转向和轴线位置等不同,可分为多种类型。主要包括非啮合型和啮合型、同向旋转和异向旋转、平行双螺杆挤出机和锥形双螺杆挤出机。非啮合型螺杆间存在间隙,而啮合型又分为全啮合型和部分啮合型。同向旋转螺杆方向一致,异向旋转螺杆几何形状对称且旋向相反,其中向外异向旋转应用较多。平行双螺杆挤出机螺杆轴线平行,分为共轭螺杆和非共轭螺杆。锥形双螺杆挤出机螺杆轴线相交,通常为啮合向外异向旋转型。
双螺杆挤出机因螺杆相对位置、螺杆转向、螺杆轴线相对位置等不同,相应的分类方法也有多种,常见的分类有以下几种。
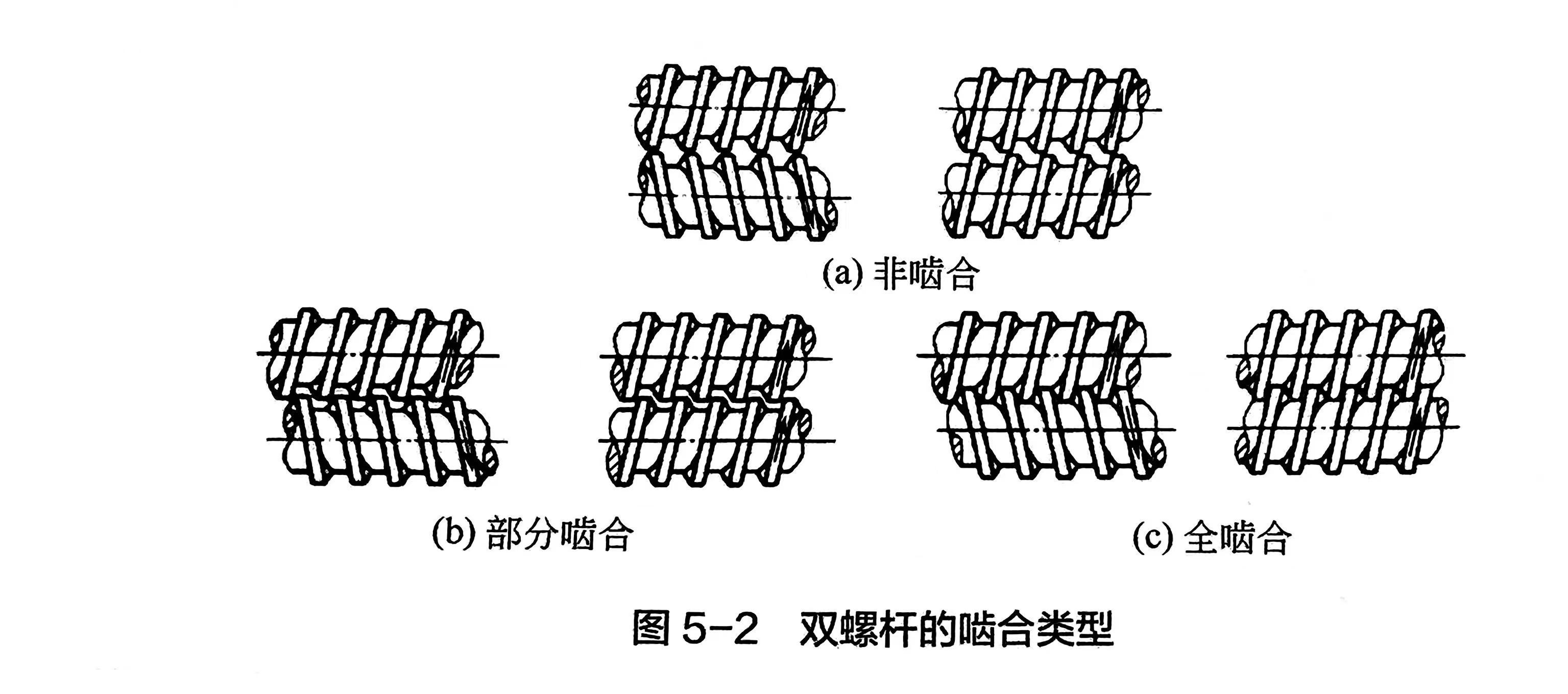
1.非啮合型和啮合型
当两根螺杆螺棱之间存在间隙时,称两根螺杆为非啮合型,如图5-2(a) 所示。啮合型根据啮合程度又分为全啮合型(紧密啮合型)和部分啮合型(不完全啮合型)。部分啮合型是指一根螺杆的螺棱顶部与另一根螺杆的螺槽根部之间留有间隙,如图5-2(b)所示。全啮合型是指一根螺杆的螺棱顶部与另一根螺杆的螺槽根部之间不留任何间隙,如图5-2(c)所示。
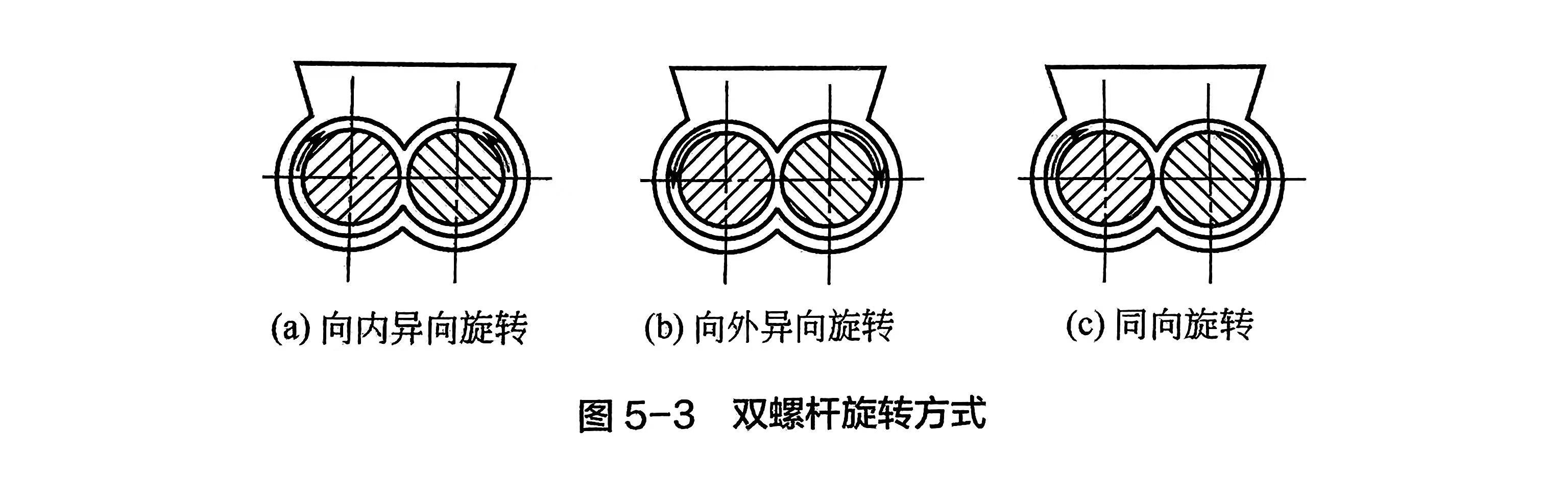
2.同向旋转和异向旋转
异向旋转型的两根螺杆的几何形状对称,螺棱旋向完全相反。异向旋转双螺杆又分为向内星向旋转和向外异向旋转,如图5-3(a)、(b)所示。同向旋转型的两根螺杆旋转方向一致,如图5-3(c)所示。
同向旋转的双螺杆挤出机,因其螺杆旋转方向一致,因此两根螺杆的几何形状、螺棱旋向完全相同。而异向旋转双螺杆挤出机,两根螺杆的几何形状对称,螺棱旋向完全相反。其中向 外异向旋转应用较多,而向内异向旋转应用较少。因为向外异向旋转双螺杆在物料自料斗进入后,沿旋转的螺杆向两边迅速自然分开并充满螺槽,不易出现“架桥”现象,有利于物料的输送,且随着螺杆的输送,物料很快与机筒内壁接触,有利于充分吸收外热,提高塑化效率。同时,由于物料由下方进入螺杆间隙,产生一个向上的推力,与螺杆的重力方向相反,可以减少螺杆与机筒的磨损,而向内异向旋转的情况刚好与向外异向旋转相反。
3. 平行双螺杆挤出机
平行双螺杆挤出机的两根螺杆轴线相互平行,根据两根螺杆的相对位置又分为共轭螺杆和非共轭螺杆。当两根螺杆全啮合,而且其中一根螺杆的螺棱与另一根螺杆的螺槽具有完全相同的几何形状和尺寸,并且两者能紧密地配合在一起,只有较小的制造和装配间隙时,称为共轭螺杆。当两根螺杆的螺棱与螺槽之间存在较大的配合间隙时,称为非共轭螺杆。
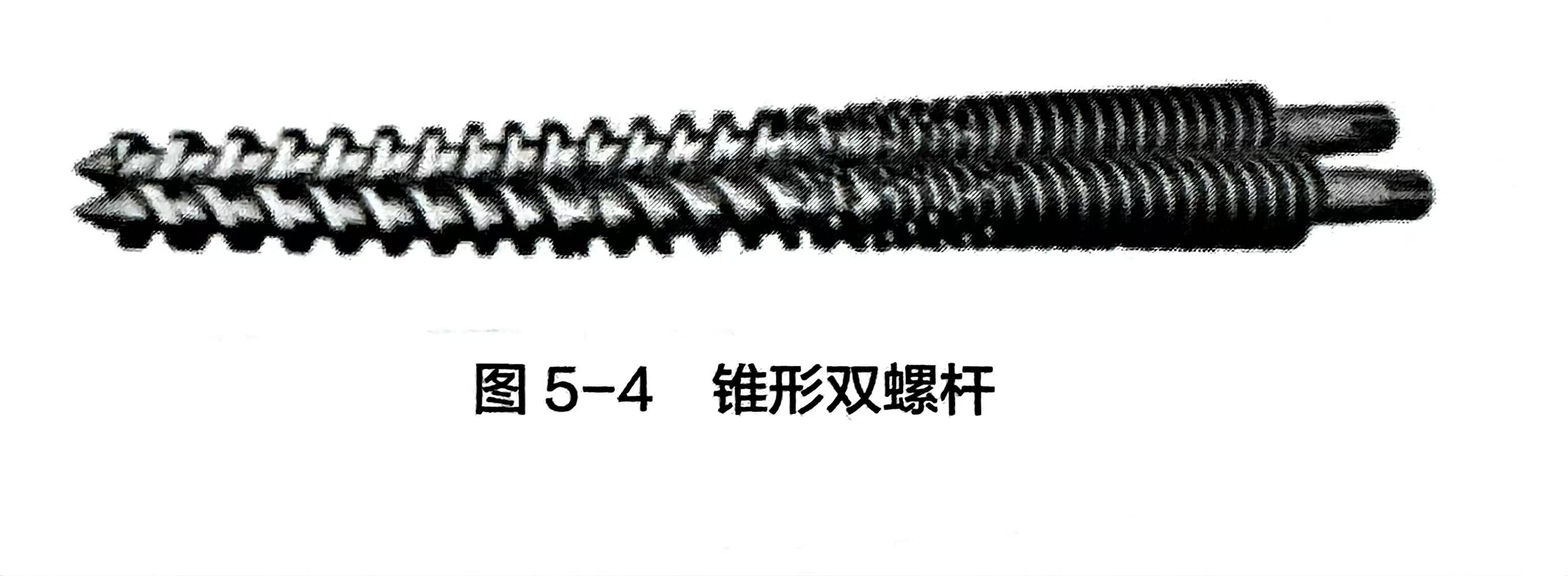
4.锥形双螺杆挤出机
如图 5-4所示,挤出机的两根螺杆轴线呈现相交状态,螺杆根部方向直径较大,螺杆头端直径较小,双螺杆的螺纹分布在圆锥面上。
一般情况下,锥形双螺杆挤出机属于啮合向外异向旋转型双螺杆。