塑料薄膜生产在塑料加工工业中占有重要地位,常用挤出吹塑法生产,厚度在0.01~0.25mm之间。可用于生产的塑料包括聚乙烯、聚丙烯等。吹膜过程包括挤出熔融物料、吹胀管膜、纵向牵伸和冷却定型,最终形成双向拉伸薄膜。吹膜机组由换网装置、冷却定型装置等组成,并可增设自动测厚反馈控制等配套装置以提高生产效率和质量。
塑料薄膜是塑料制品中最常见的一种,因此,吹塑料薄膜生产在塑料加工工业中占有较大的比重。用挤出吹塑法生产的薄膜厚度在0.01~0.25mm 之间。可以采用吹塑法生产薄膜的塑料有:聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯、聚酰胺等。随着国民经济的快速发展,吹塑辅机的需求也日益扩大,并正不断地向高速、高效和自动化方向发展。图4-64 为常见的吹膜成型机组。
1. 薄膜的吹膜过程工艺
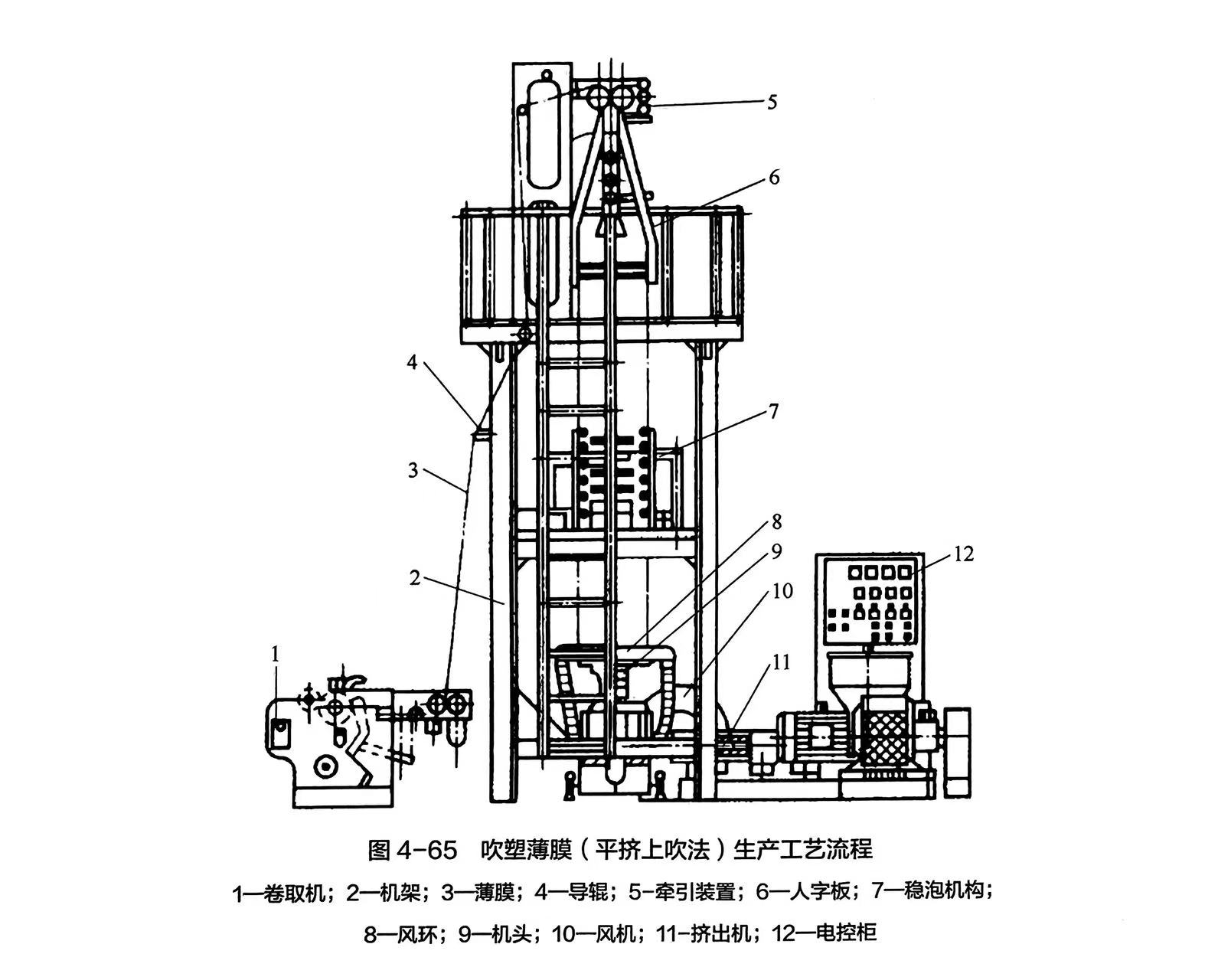
如图4-65 所示,挤出机把熔融物料从挤出机头的环形缝隙中挤出成圆筒状的管膜,从机头下面进气口鼓入一定量的压缩空气把管膜横向吹胀,吹胀的程度用吹胀比 a表示;借助于上部牵引辊把管膜连续地纵向牵伸,纵向牵伸有一定的拉伸作用,拉伸的程度用牵伸比B表示。这样管膜就成了纵横向双向拉伸取向的薄膜,并同时通过冷却风环吹出的空气冷却定型。充分冷却后的管膜,被人字板压叠成双折薄膜,通过牵引辊以恒定的线速度拉入卷取装置。牵引辊同时也是压辊,于是管膜被压紧而使其内部的吹胀空气不能漏出,保持恒定的空气量,因此薄膜的吹胀比恒
定,宽度不变。同时牵引辊的牵引线速度和膜管的挤出速度保持恒定,则牵伸比也恒定,薄膜厚度不变。进入牵取装置的薄膜,当卷取到一定量后,经切割装置切断,成为膜卷。膜卷包装后,可供出厂。
2. 吹膜机组组成
吹塑薄膜不管采用何种吹塑法生产,其辅机的基本组成是相同的,一般由换网装置、冷却定型装置、牵引装置、切割装置和卷取装置组成。
为了适应高速吹塑机组的发展、提高自动化生产水平、进一步改善薄膜的卷取质量和便于薄膜的印刷,吹塑薄膜生产线可以增设一些配套装置。如:自动测厚反馈控制装置,机头或人字板旋转机构,电晕放电处理器,宽度自动检测装置、静电消除装置和自动记长装置等。