电感应加热器通过在机筒外壁安装硅钢片和线圈,利用交流电源产生的磁力线在封闭回路中产生感应电流,从而加热机筒。与电阻加热器相比,电感应加热器具有加热均匀、预热时间短、稳定性高、节能和使用寿命长等优点,但也存在加热温度受限、径向尺寸大、成本高和维修不便等缺点。
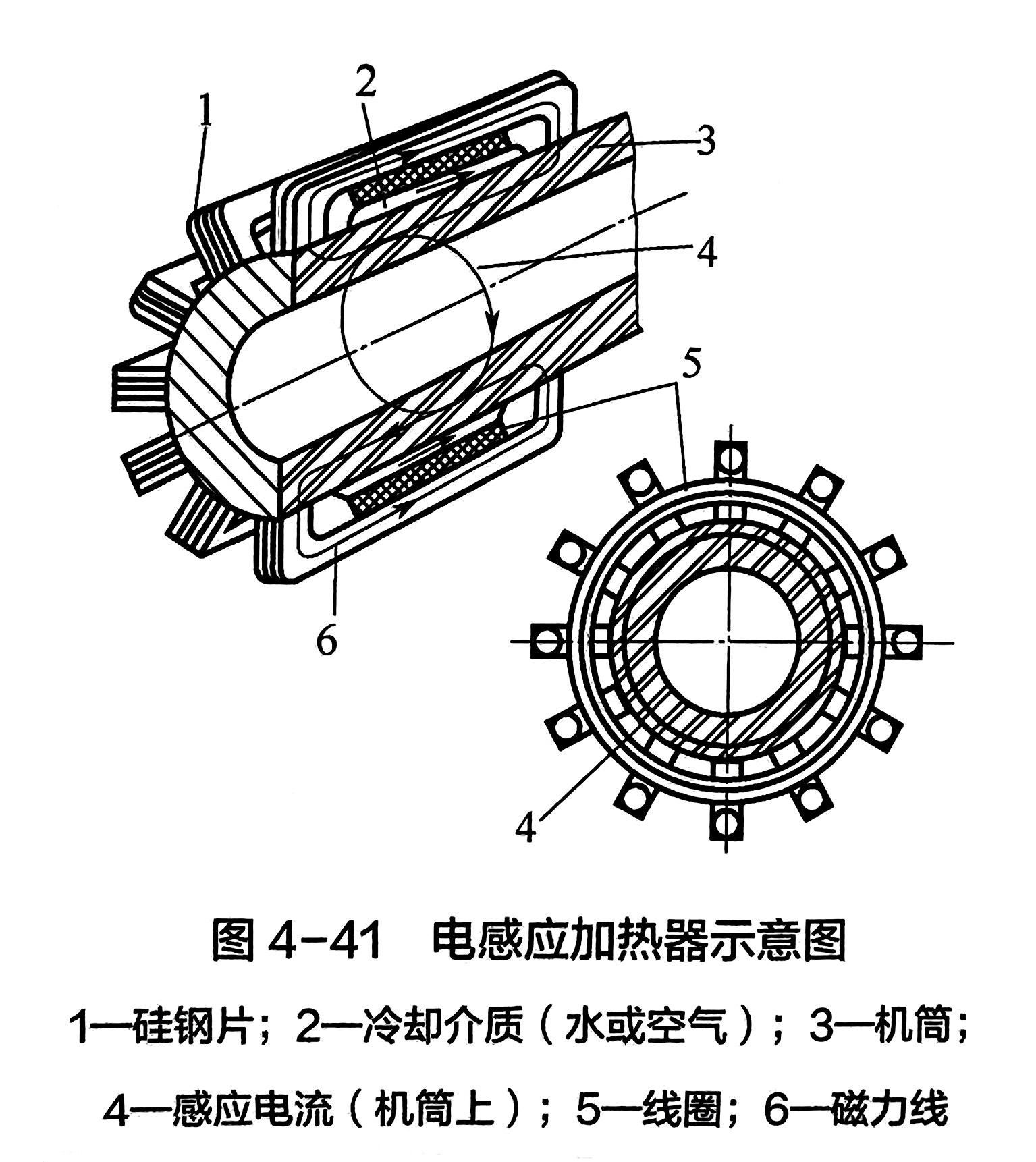
挤出工艺中电感应加热器 图4-41 所示为电感应加热器的示意图,它是在机筒的外壁上隔一定间距装上若干组外面包以线圈的硅钢片构成,当将交流电源通入线圈5时,就产生了图4-41 中所示方向的磁力线6,在硅钢片1 和机筒3之间形成一个封闭的磁环。由于硅钢片1具有很高的磁导率,因此磁力线6 能以最小的阻力通过,而作为封闭回路一部分的机筒,其磁阻要大得多。
磁力线 6 在封闭回路中具有与交流电源相同的频率,当磁通发生变化时,就会在封闭回路中产生感应电动势,从而引起二次感应电压及感应电流,即图4-41 中所示的 4,亦叫电的涡流。涡流在机筒中遇到阻力就会产生热量。加热深度可以用交流电的频率来控制,频率
越高,加热深度越浅,对于50~60Hz 频率的交流电来
1一硅钢片;2一冷却介质(水或空气);3一机筒;
说,可以获得25mm 的加热深度。
4一感应电流(机筒上);5一线圈;6一磁力线
电感应加热器与电阻加热器相比其优点如下。
① 加热均匀且预热升温的时间较短。
② 具有较高的稳定性。
③ 节能,由于感应线的温度不会超过机筒的温度等原因,因此比电阻加热器可节省大约30%的电能。
④ 使用寿命较长,由于感应线圈不与机筒接触,从而避免了不规则受热,提高了使用寿命。
电感应加热器与电阻加热器相比其不足之处如下。
① 加热温度受到限制。由于过高的温度会影响感应线包绝缘性能,因此,对成型温度要求较高的物料,尤其是一些工程塑料不适合。
② 径向尺寸大、成本高。需要大量贵重的硅钢片和铜等材料。
⑧ 维修不方便。当其中一段损坏,则需将其他段一起拆下维修。
④ 在机头上安装不方便。这是由于机头的形状要比机筒复杂的缘故。