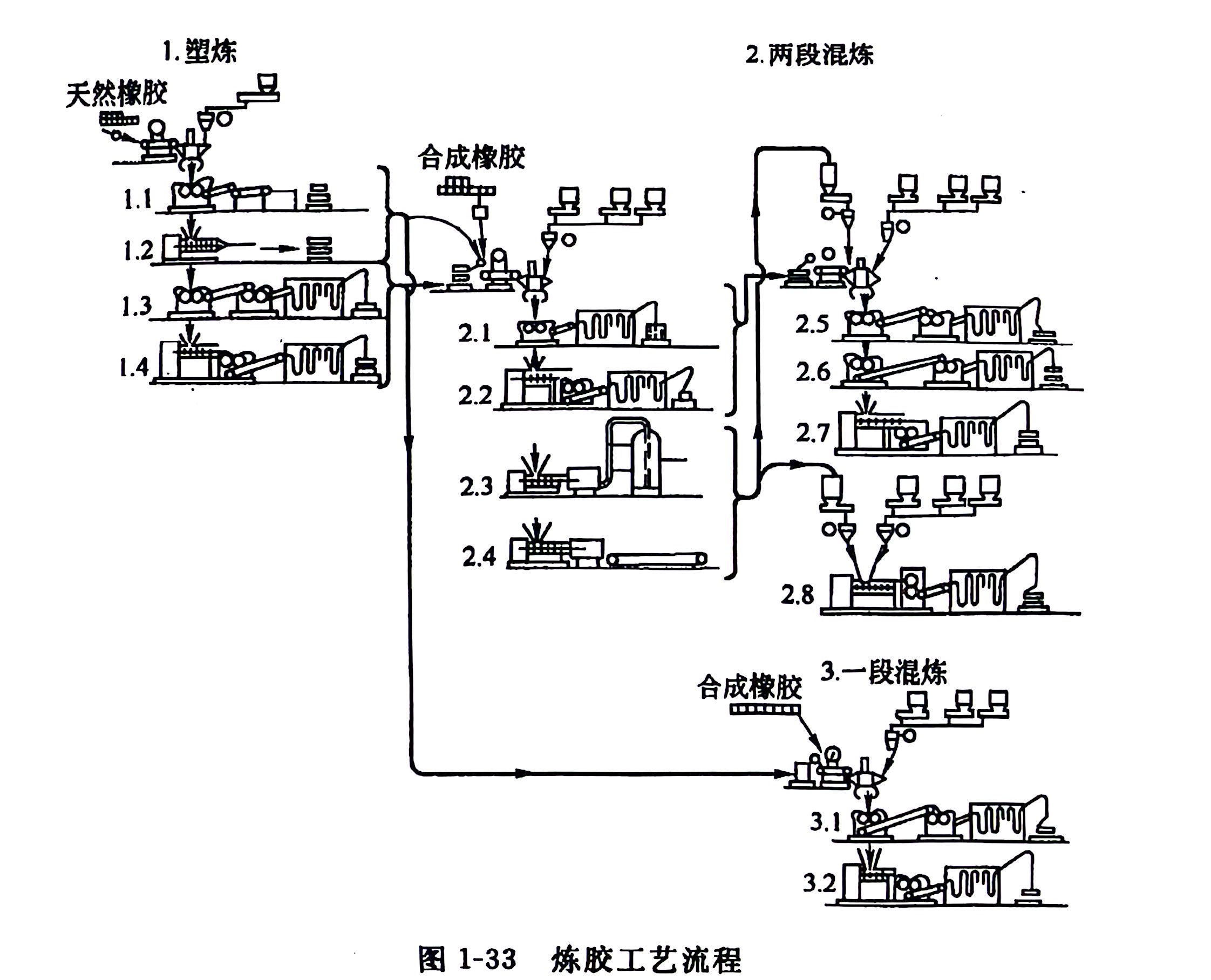
两段混炼分为母炼及最终混炼两个工序,如图1-33中的2.1~2.8所示。
①母炼(图1-33中2.1~2.4所示)采用全自动称量及投料系统的密炼机,转子转速达88r/min,炼胶周期可缩短到1.7min。
2.1--﹣胶料排到一台开炼机或者两台串联的开炼机上,然后到悬挂式胶片冷却装置和叠片机。
2.2-﹣胶片排到螺杆压片机上,然后到悬挂式胶片冷却装置及叠片机。高速母炼以采用这种机组为宜,排出来的是经过冷却的叠放好的连续胶片,便于存放和向二段密炼机自动喂料。
2.3~2.4﹣胶料排到螺杆造粒机中造粒,然后经胶粒冷却装置、胶粒储斗或储存运输带上。这种方法具有搬运、储存及输送胶料到第二段混炼过程全部自动化的优点。其缺点是胶粒难于长期存放,必须尽快进行第二段混炼。
②最终混炼(图1-33中2.5~2.8所示)
最终混炼采用了装有配合剂及橡胶的自动秤量和加料装置的密炼机,转子转速为33r/min,炼胶周期为1.4min。
胶料排人两台串联的开炼机,两台或者一台螺杆压片机(2.7)中,压成胶片自动送入胶片冷却装置内。
两段混炼可用连续混炼机(2.8) 代替密炼机,但必须喂入胶粒,即母炼机组必须生产胶粒。这个系统的缺点是配合剂必须连续秤量,必须生产和储存胶粒。但用于有限品种的胶料时,该机具有混炼均匀的优点。
一段混炼是普通的一段混炼方法的一个发展,可缩短炼胶周期。其方法是采用一台变速密炼机,炼胶开始就加入生胶及主要配合剂,并在高速下(例如 60r/min)混炼,当达到某一规定温度及时间后,即降低速度,当温度下降到规定指标时即加入硫化剂。这种方法的炼胶时间约 3~4min,与两段混炼总时间差不多,但省去搬运过程。胶料排到两台开炼机组上(3.1)或者排到螺杆压片机中(3.2)。这些方法都生产叠放的连续长度的胶片,以便下一工序进行自动喂料。