低发泡注塑机,是用来注射成型带有结皮表层和发泡芯层结构的泡沫制品(具有致密的表皮层和内部微细小孔的芯层,密度小、刚性好)。可以塑代木,用于家具及高档仿木雕刻装潢制品。又因具有隔热和良好的音响效果,也适用于乐器、音箱、控制仪器及电视机、收录机的外壳、盖、罩等制品。另外,在注射成型厚制品时可克服收缩、变形等问题,并使成本大幅度下降。
1.概述
低发泡注塑机,是用来注射成型带有结皮表层和发泡芯层结构的泡沫制品(具有致密的表皮层和内部微细小孔的芯层,密度小、刚性好)。可以塑代木,用于家具及高档仿木雕刻装潢制品。又因具有隔热和良好的音响效果,也适用于乐器、音箱、控制仪器及电视机、收录机的外壳、盖、罩等制品。另外,在注射成型厚制品时可克服收缩、变形等问题,并使成本大幅度下降。
2.工作原理
所谓“低发泡注射”是指注射发泡倍数较低(5倍以下)的结构制品。发泡原理有化学发泡和物理发泡,在低发泡注塑机上使用的是化学发泡,比较方便,又不需要增加其他辅助设备。
低发泡注射成型基本有三种方法。
1)完全填充的流动发泡此法主要着眼于制品表观的微发泡,选择适当注射速度,控制塑料的流动,使发泡剂分解的气体分散到制品的表面上来。并结合染色处理,使制品表面呈现木材纹理。此法发泡倍率很低,一般控制在1.1倍以内。
2)完全填充的高压发泡 此法是在高的注射速度下,将混有发泡剂的塑料模腔,由于模腔压力高,而发不起泡来。待制品表面稍冷后,把闭合的模具稍松一些,则物料依模腔压力下降而膨胀发泡(又称二次开模发泡法)。其表层厚度依冷却时间而调节,发泡倍率一般在2倍左右。
3)不完全填充的低压发泡此法将含有发泡剂的塑料在较高注射速度下注人模腔总和的60%~70%,其余依靠发泡压力使物料充满模型腔,故又称缺量注射法。此法锁模力只需要承受发泡的反应力,但所得制品的表面比较粗。
3.基本组成与作用
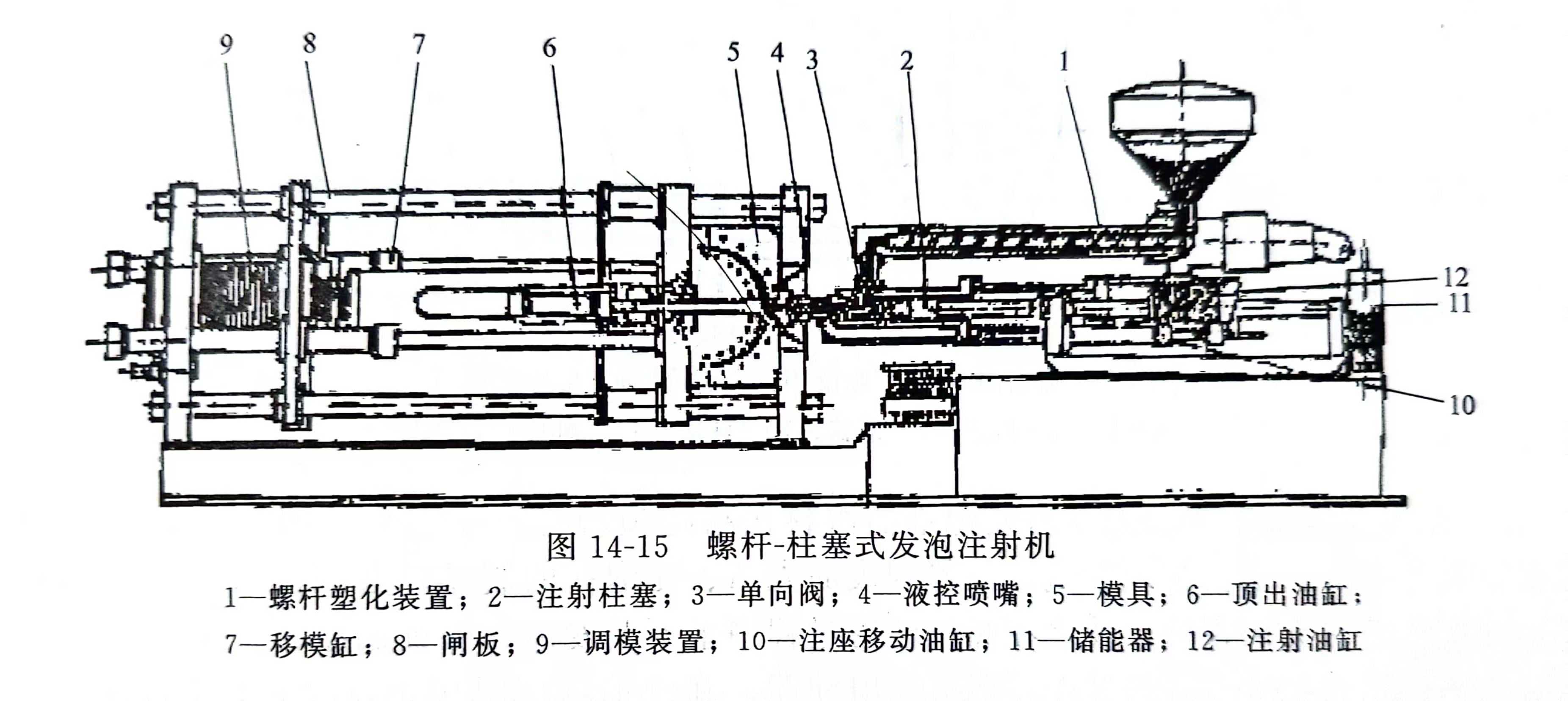
低发泡注塑机的结构原理如图14-15所示,注射部件由塑化装置、注射活塞、液压控制喷嘴和单向阀等组成。塑化装置主要由料筒、螺杆组成,塑化时,螺杆旋转将物料压实、输送、塑化、熔融,在预背压作用下,通过单向阀3,流入注射柱塞2的前段,当注射时,液控喷嘴 4 打开,柱塞在注射液压缸 12的作用下,将熔体高速注人模腔,冷却后开模。开楔时闸块8移开,移模液压缸7带动模板启模,然后由顶出液压缸6将制品顶下。模具厚度由内螺旋调柱装置9调节。为了实现高速注射并节能,液压系统设置有蓄能器11。喷嘴与模具的接触或离开由注射座移动液压缸10带动整体前进或后退来完成。
4.主要技术参数
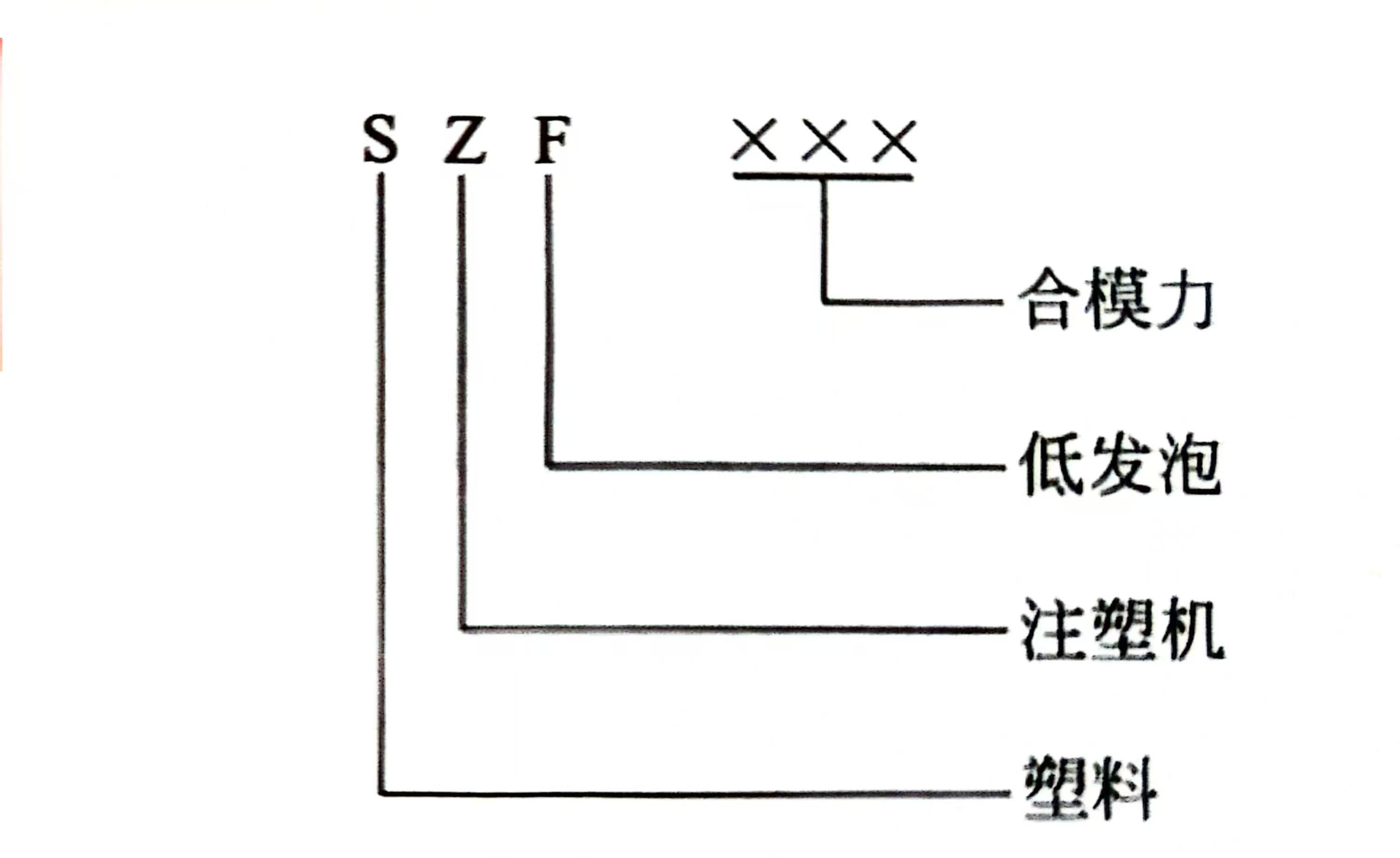
低发泡注塑机按国家行业标准。GB/T 12783——91,其型号表示如下:
低发泡注塑机的主要技术参数分注射部件参数和合模件参数。
注射部分参数项目有理论注射容积(cms)、注射压力(MPa)、注射速率(cm/s)、塑化能力(g/s)、螺杆转速(r/min)。合模部分参数有合模力(kN)、模板行程(mm)、拉杆内间距(mm)、最小模具厚度(mm)、最大模具厚度(mm)、顶出行程(mm)、顶出力(kN)。此外还有总体参数加总加热功率、电动机功率、油箱容量、机器质量等。
5.设计选用要点
1)预塑背压预塑背压是指预塑时,螺杆旋转塑化,在螺杆头部整体对螺杆的反压,并可由注射液压缸的回油阻力控制。由于在预塑时不允许含有发泡剂的熔料在机简内发泡,必须推荐15~20MPa的预塑背压。其相应压值应满足下式:
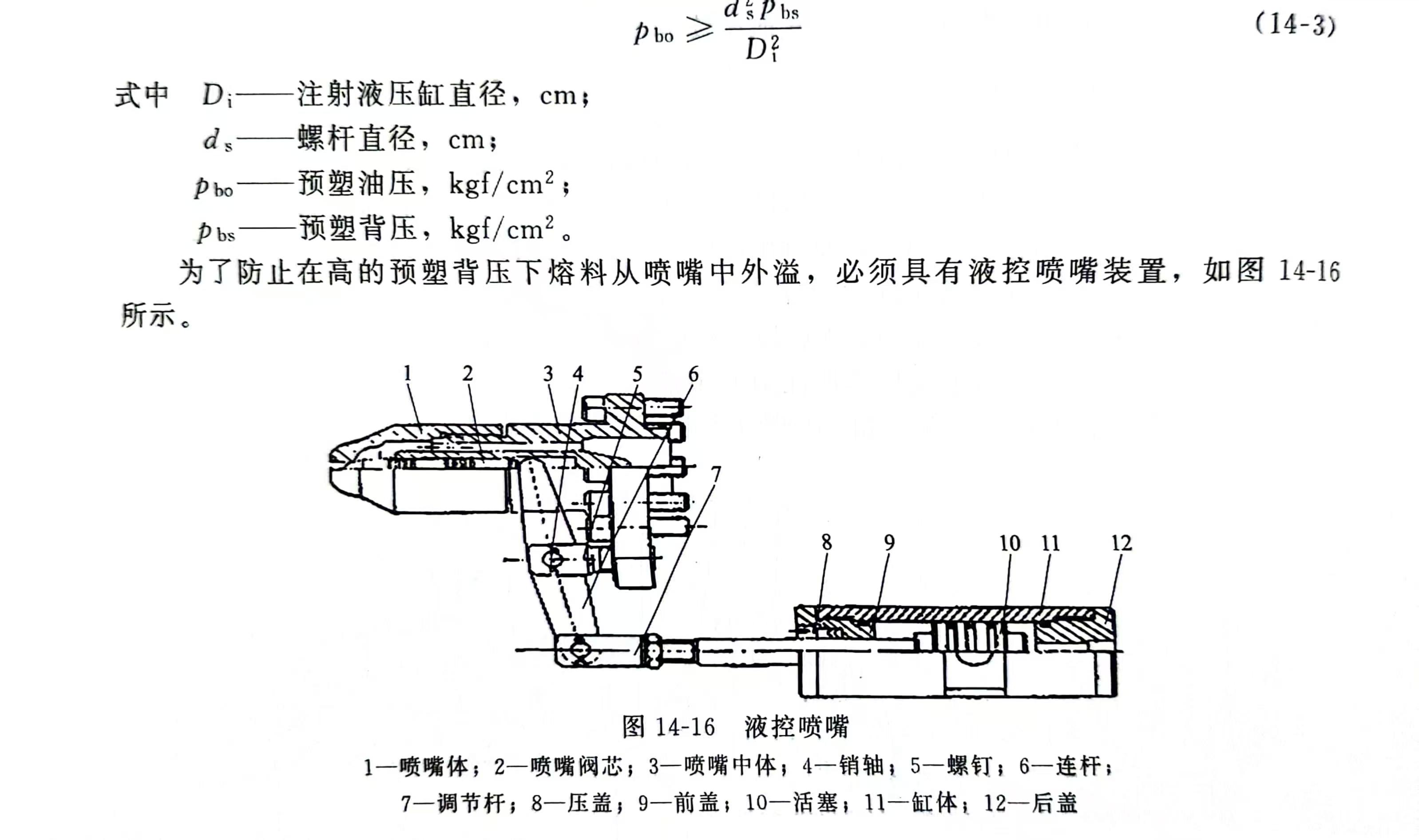
2)注射速率 在料筒内含有发泡剂的熔料在高的预塑背压下不会发泡,但在注塑时一旦液控喷嘴打开,就会出现发泡,欲得到表面光洁、无泡孔的制品,必须在0.3~1s内完成高速注射,瞬时充满模腔,使之在高速注射过程中来不及发泡,保证制品表面致密。
为实现高速注射 普遍采用蓄能器注射油路。在其他程序时用小流量泵对蓄能器储油,在注射程序时集中释放。
蓄能器根据注塑机在其注射过程中压力和速度的特点是缓慢压缩、急速膨胀,可用等温压缩、绝热膨胀来计算:
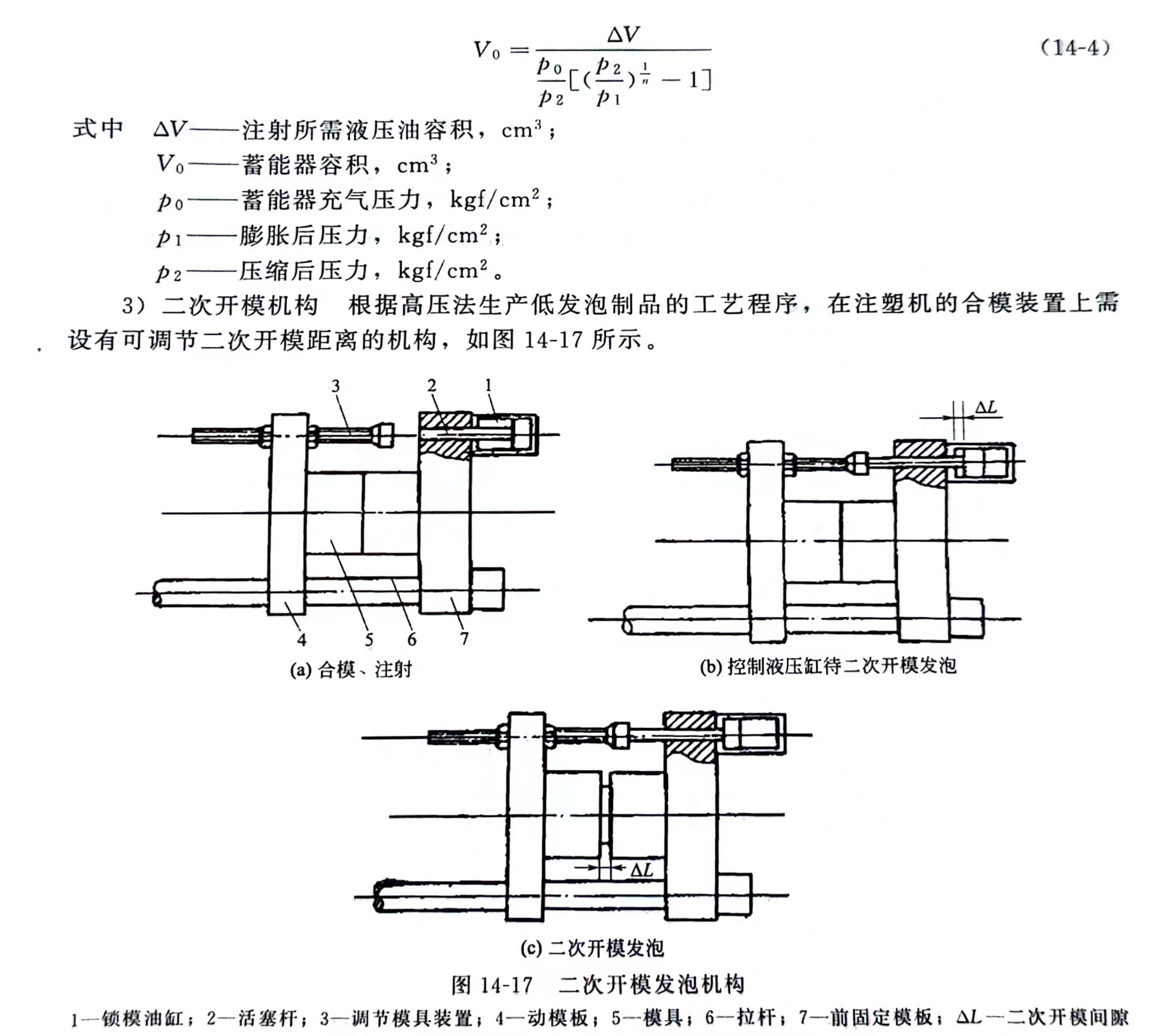
当注射后,控制液压缸活塞通过调节杆向左移至△L行程。作为二次开模发泡时的发泡留量,即制品的发泡倍数可通过调整调节杆位置来改变。
4)制品冷却定型时间长低发泡注塑机成型的制品壁厚多大于4mm。由于有微孔的塑料制品其导热性能差,冷却定型时间长。为提高效率,一般采用多模注射。













