排气式注塑机简称排气式注塑机,在成型加工的物料中常含有超量的湿气和水分,如不排除会影响制品的质量,对于黏附在料粒外面的水分可以用烘干设备或干燥料斗来除去,但是还有一些物料是在加工过程中,例如在螺杆预塑时,一部分水分或溶在高分子中的挥发物会逸出来,这部分气体或水分只有在排气式注塑机上才能完成,保证合乎质量要求的制品,并简化干燥设备,减少能量消耗,缩短了成型周期。因此,排气式注塑机是很有发展前途的设备。
1.概述
排气式注塑机简称排气式注塑机,在成型加工的物料中常含有超量的湿气和水分,如不排除会影响制品的质量,对于黏附在料粒外面的水分可以用烘干设备或干燥料斗来除去,但是还有一些物料是在加工过程中,例如在螺杆预塑时,一部分水分或溶在高分子中的挥发物会逸出来,这部分气体或水分只有在排气式注塑机上才能完成,保证合乎质量要求的制品,并简化干燥设备,减少能量消耗,缩短了成型周期。因此,排气式注塑机是很有发展前途的设备。
2.工作原理
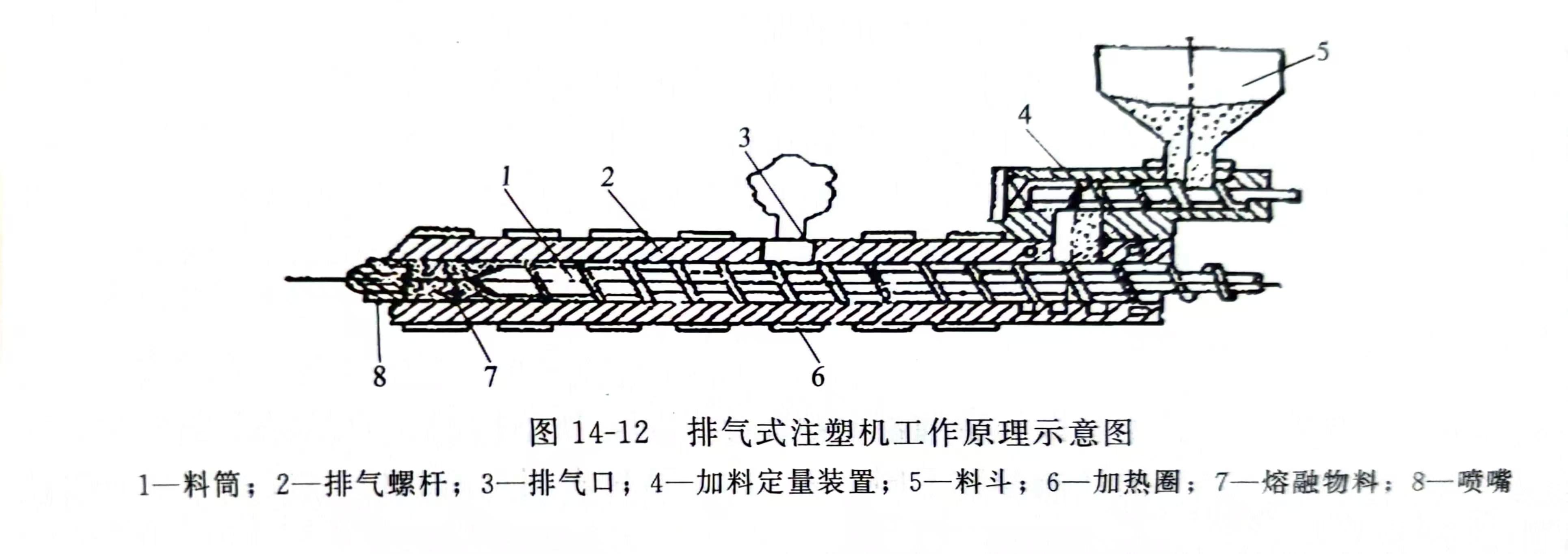
排气式注塑机工作原理如图14-12所示。
3.基本组成和作用
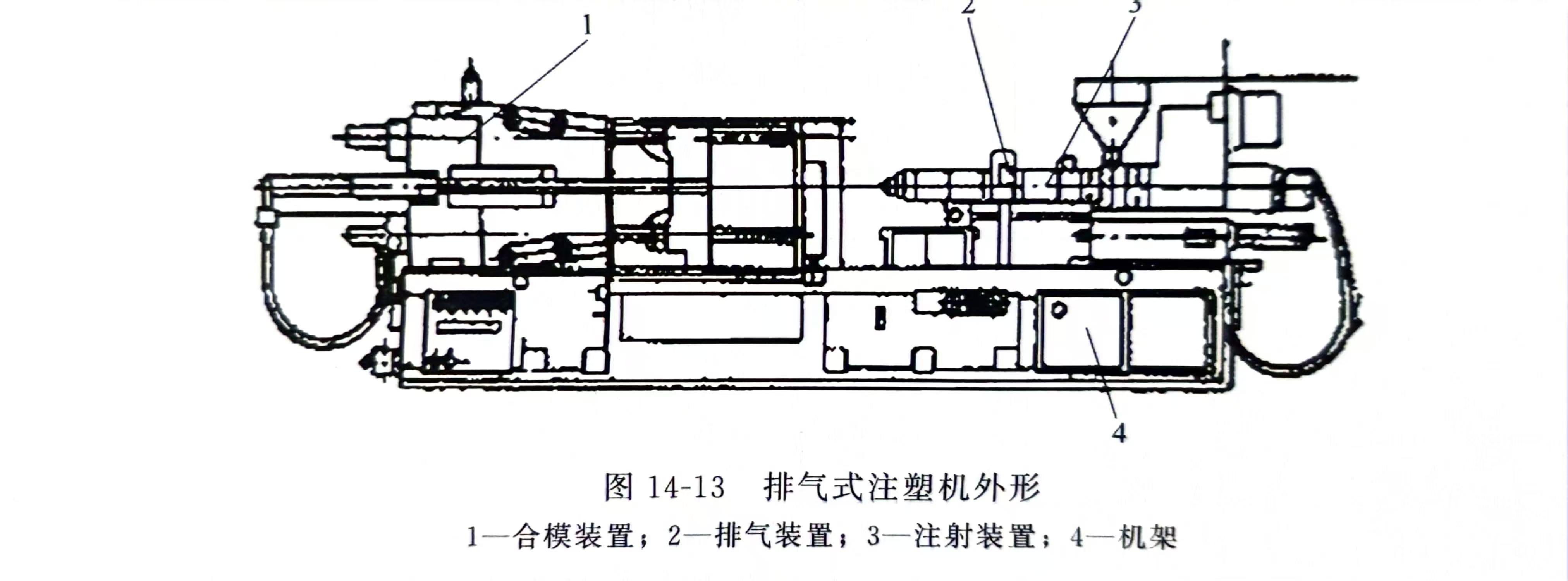
排气式注塑机基本组成及各部功能与普通注塑机相同。所不同的有排气装置,如图14-13所示。其特点如下。
1)螺杆采用特殊的排气式注射螺杆及其料筒,结构特点如图14-14所示。排气段把螺杆分成两个阶区,在排气段内的螺槽较深,形成较大的螺槽空间,以便气体排出。
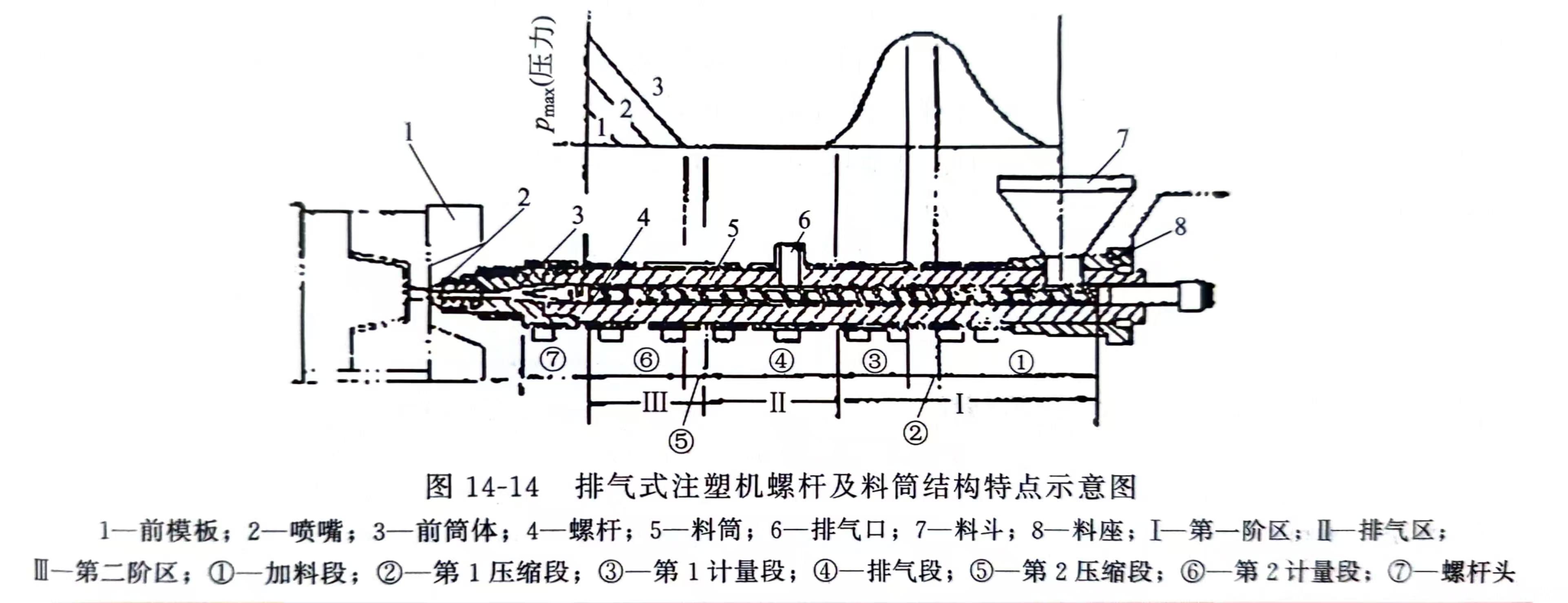
2)在对应于螺杆排气段的料筒上,设置有特殊结构的排气口,如图14-14所示。排气口接管路并密封与真空泵相连。通过真空泵在排气口处造成负压,使挥发物排出。
预塑时,物料从加料口进入排气螺杆的第一阶区,物料在第以阶区的加料段①,压缩段②、均化段③的塑化过程与普通注射螺杆中的情况相似。当经过初步塑化的物料从第[阶区进入排气段④时,由于经过密实的物料,进入较宽松的排气螺槽时,被压缩的熔料的体积突然膨胀,内压减小,于是在高分子内部的挥发物质就释放出来,从料筒的排气口被真空泵吸出。余下的熔料经排气段继续向前输送,进入第Ⅱ阶区的螺杆内,经压缩段⑤,均化段⑥和止逆段⑦而汇集在螺杆的前段,而完成预塑程序。
4.主要技术参数
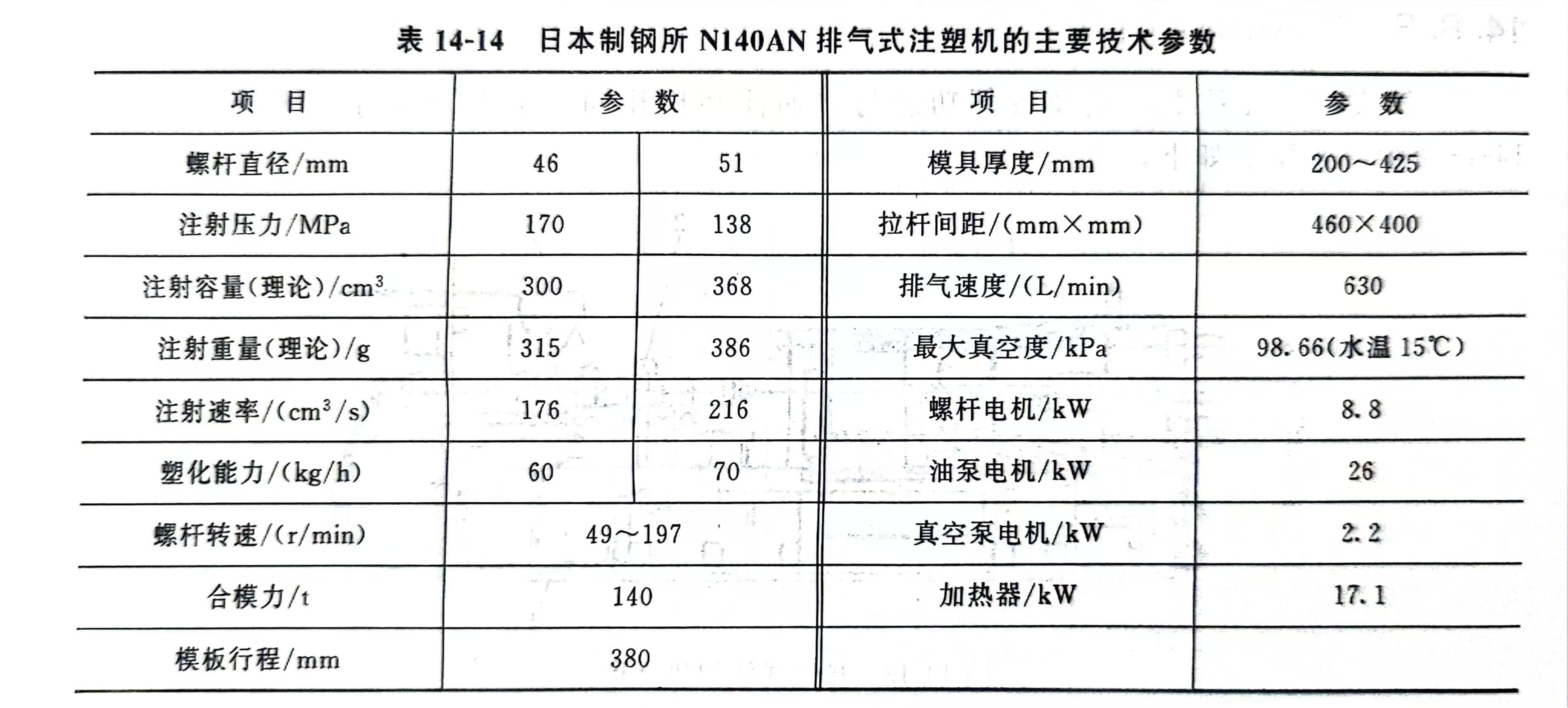
排气式注塑机的主要技术参数与普通注塑机基本相同,所不同的,只是螺杆部分的工作参数以及排气辅助装置部分的性能参数不同。表14-14是日本制钢所NI40AN排气式注塑机的主要技术参数。
5.设计选用要点
排气式注塑机设计选用要点如下。
1)必须设计或选择好排气螺杆,各部尺寸参数要合理。一般排气式注射螺杆要比普通注射螺杆的长径比大,为25~30;第【阶区的压缩比为2.2~3;第Ⅱ阶区的压缩比为1.6~1.8;排气段的长度应大于注射行程;排气螺杆必须保证在塑化时,熔料不致在排气口处溢出或堵塞排气口。保证不冒料的原则是使第工阶区物料的塑化量(Q1)与第【阶区的塑化量(Q2)的比值应当适宜,一般Q1/Q2=1.5~2。
2)选择或设计合理的排气口,使之有利于熔料中的气体排除,且不宜刮走熔料。
3)合理的选用真空泵和安排排气管路。













