热固性注塑机,与普通注塑机的区别就是,它是只用来加工酚醛、脲醛、密胶酯等热固性塑料的注塑机,根据热固性塑料的注射成型工艺的特点,在其注塑机结构和控制要求均有其特殊性,形成专门加工热固性材料的注射成型设备。
1.概述
热固性注塑机,与普通注塑机的区别就是,它是只用来加工酚醛、脲醛、密胶酯等热固性塑料的注塑机,根据热固性塑料的注射成型工艺的特点,在其注塑机结构和控制要求均有其特殊性,形成专门加工热固性材料的注射成型设备。
2.工作原理
热固性塑料与热塑性塑料在对待热的反应上有本质的区别:热塑性塑料在室温下呈固态,而达到熔点温度时开始熔融,形成黏流态,当温度下降至玻璃化温度时又呈固态。随着温度的变化,它的形态变化是一个可逆过程,而热固性塑料却不然。热固性塑料在室温下是固态,当温度升至熔点时,塑料开始融化,呈黏流态,但这只是在一定的温度范围内,当温度再升高时,则大分子将产生交联的化学反应,发生固化并放出气体,而且这是一个不可逆的过程,温度再升高将会分裂。因此,热固性塑料注塑机的塑化装置、加热冷却系统以及温控系统都有其特殊的要求和相适应的结构。热固性塑料在预塑时,是在严格温控精度下,使之呈现黏流态的状态下进行的,当注射到模具型腔后,由于模具是加热的,使之达到塑料固化温度,于是在模具中形成交联反应而固化成型。
3.基本组成与作用
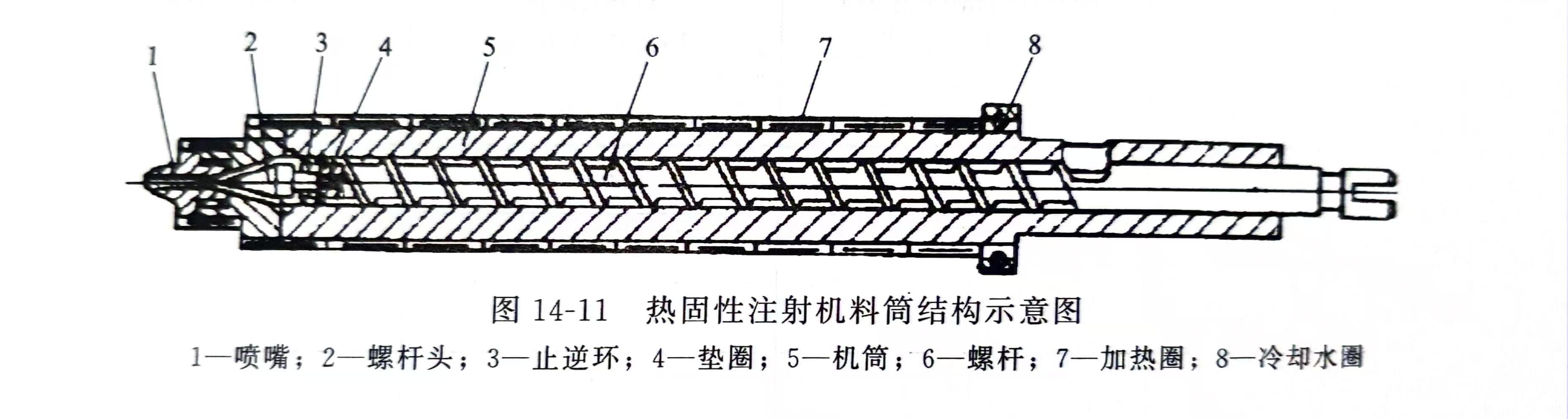
1)热固性塑料注塑机在基本组成上与普通注塑机相同,但主要区别如下。1)在料筒的前部(出料方向)设置有水套或油套,在其内装有水或油作为加热介质并形成独立的温控闭环系统,这样,可保证热固性塑料在料筒中平缓的加热,防止过热而提早固化在料筒内。为了便于清理,料简前段做成两段,前料筒和后料筒(主料筒)用可拆连接,如图14-11所示。
2)在动模板、定模板与模具之间应加隔热板,防止热模的热量传导,模具温度的控制常采用模温控制器。
3)应采用剪切效果小的螺杆,即热固性注射螺杆。
4)由于热固性塑料在固化反应中有气体逸出,要求其控制系统应在适当工序有排气功能。
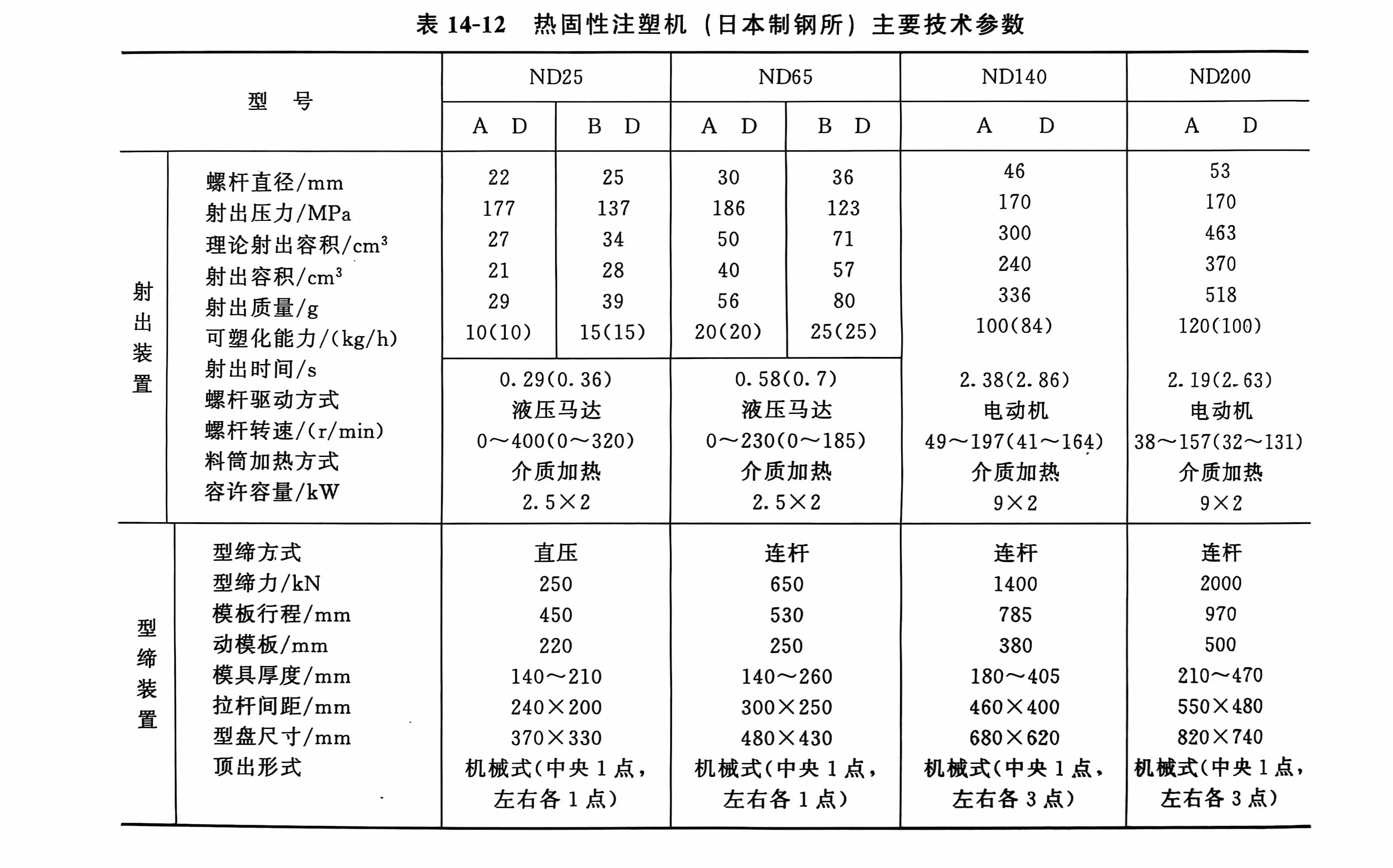
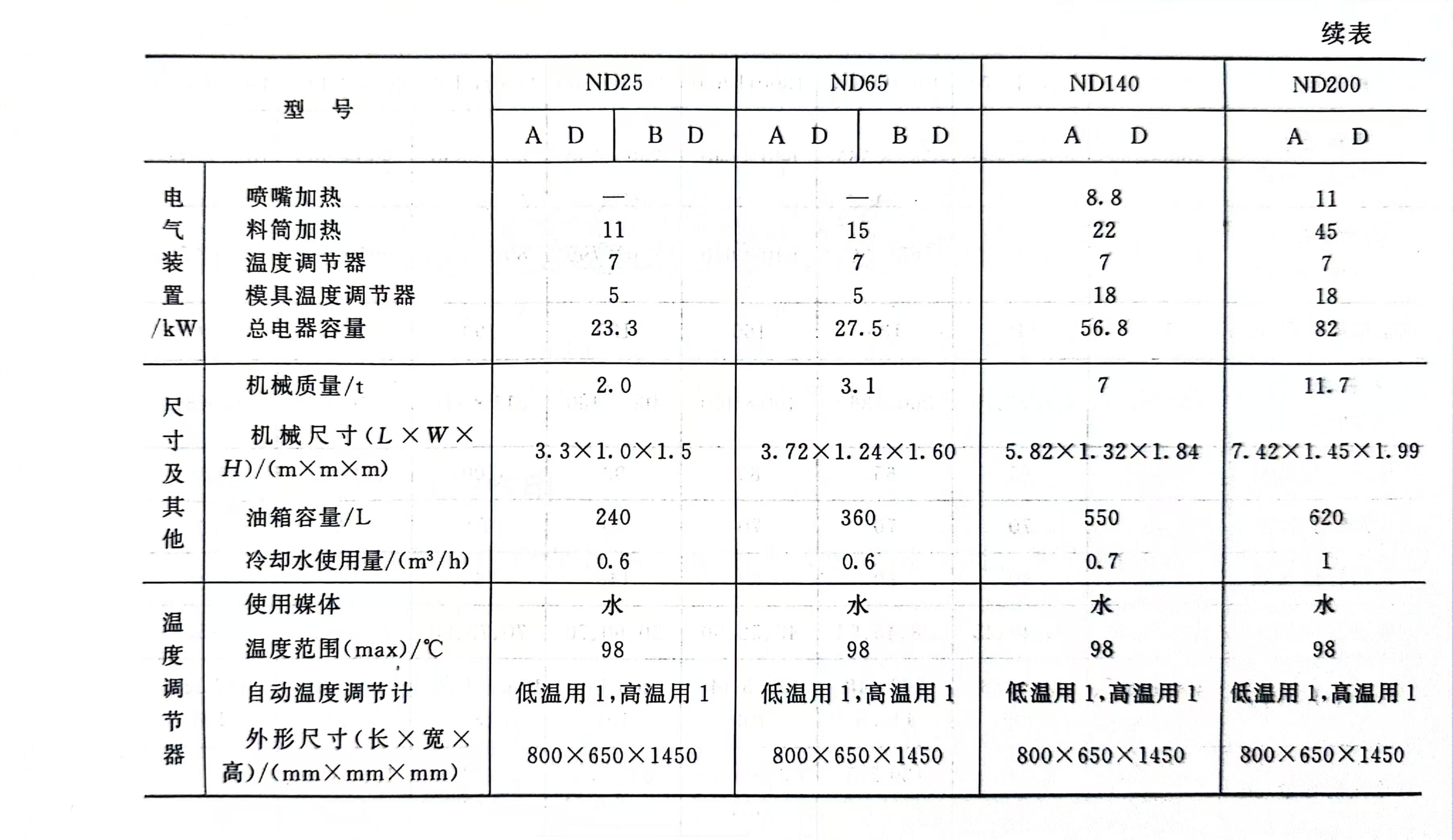
4.主要技术参数
热固性注塑机主要技术参数如表14-12所示。
5.设计选用要点
1)设计选用专用螺杆,防止塑料因热历程过长或强剪切作用而积蓄过多的热量而固化。此种螺杆的长径比及压缩比均比普通螺杆小,长径比13~16,压缩比1.2~1.3;为了减少物料呆滞,螺杆头的结构应尽量简单,有的取消止逆环。
2)料筒设置水套或油套进行平稳加热,温控系统要灵敏可靠,温控精度要高。料筒面积加热功率一般取1.3~1.5W/cm2;模具模板的面积加热功率一般取1.7~2.0W/cm²。
3)考虑热固性塑料在黏流态的黏度较大,因此注射压力较高些,以克服流道阻力。
4)热固性注塑机应备有模具温度控制器等辅助设备。
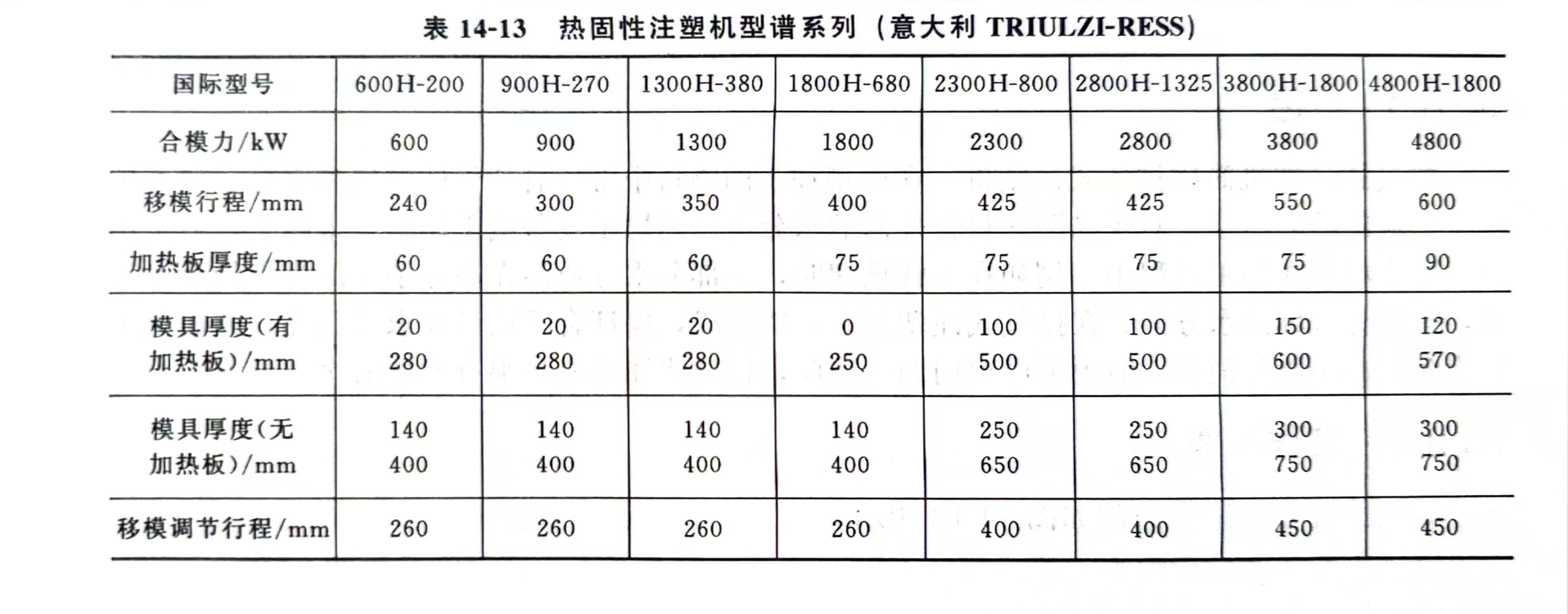
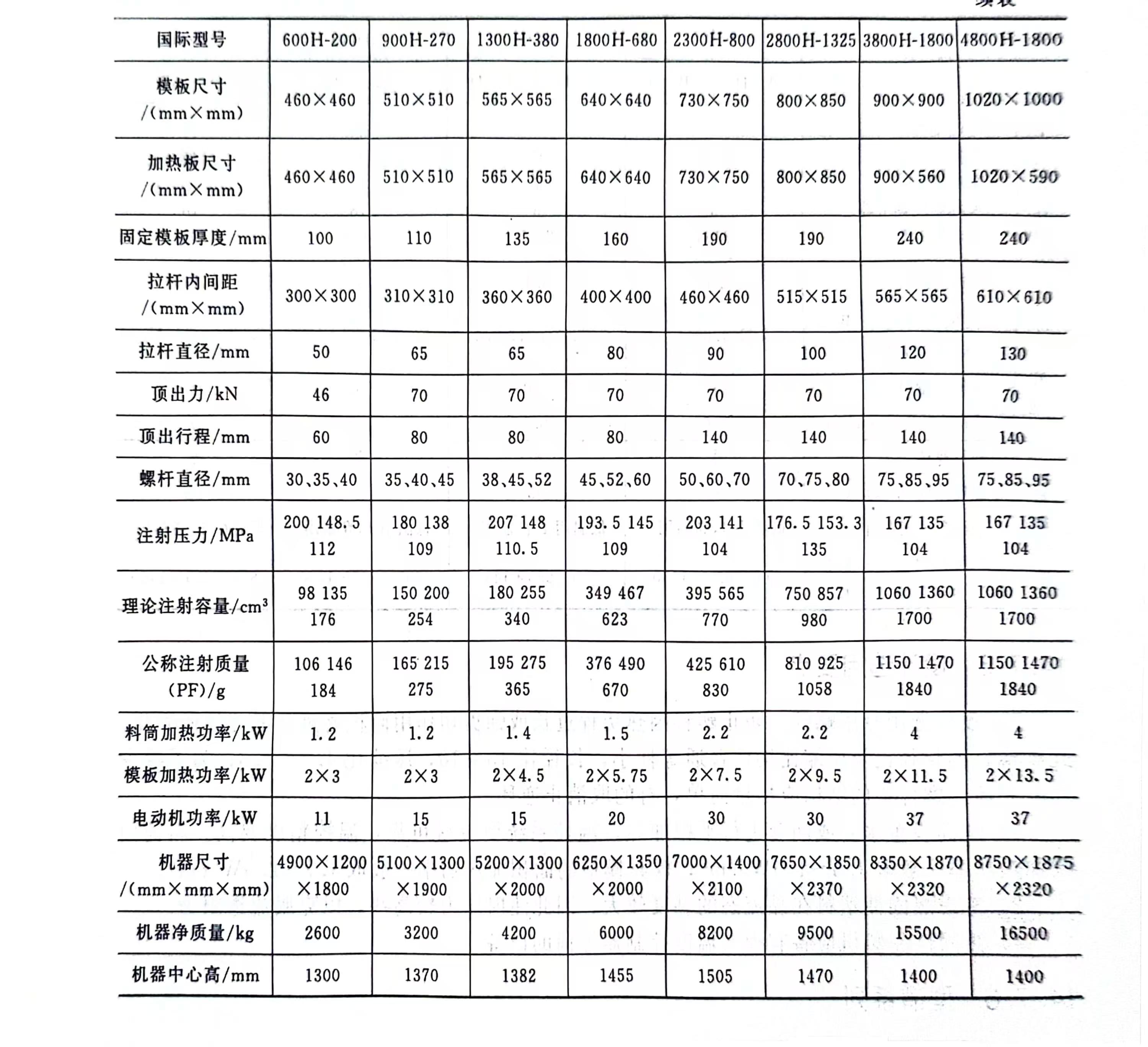
6.型谱系列
热固性注塑机型谱系列(意大利TRIULZI-RESS)如表14-13所示。