1.概述
精密注塑机,是近年来发展较快的机种。随着塑料加工业的发展,“塑料合金”零件在仪表及机械制造等行业得到了广泛的应用。这些精密塑料制件的尺寸精度较高,公差在0.05~0.001mm 范围内,在常规的普通注塑机上难以保证精度,特别是重复精度,必须在专门化的精密注塑机上,再装以相应精度的模具才能注射出合乎质量的精密注射件。
如图14-9所示为小型精密注塑机外形,从外形及主要组成部分看,与普通注塑机相同。但是实际上,无论从注塑机的主要技术参数上看,还是从结构设计上看,都有较大的区别。精密注塑机有较强的机械系统刚性和液压系统刚性;对温度、位移、速度、压力等参数及其系统的控制精度及灵敏度要求较高。
2.工作原理
精密注塑工艺特点是注射压力高、注射速度快、温度控制精度高。为了满足这些工艺条件,对注塑机的性能也有较高的要求,精密注射设备在技术参数、控制精度、液压系统及结构等方面都有独到之处。注射装置是精密注射成型的关键部分,主要作用是为精密注射成型提供塑化均一的熔融物料。同时,要求其塑化部件的塑化能力强,均化程度高,注射速度高,注射压力高,螺杆的驱动转矩大,可实现无级调速。精密注塑机一般都要求满足以下条件:技术参数要求注射功率大、注射压力高、注射速度快;控制精度要高,采用多级反馈控制,包括位置、速度、保压、背压和螺杆转速的多级控制,以保证精确控制注射速度、注射压力、保压压力、背压、螺杆转速等工艺参数。成型条件稳定性要好,重复精度要高,并能在确定的行程位置进行准确的切换。精度控制还包括料筒及喷嘴温度采用PID控制,工作油温必须采用加热冷却的闭环装置控制,模具温度的精确控制,合模力大小的精确控制以及对环境温度的控制等;液压系统要求反应速度快,液压元件灵敏度高;精密注塑机结构要求合模系统的刚性高、合模机构效率高、塑化部件塑化能力强。
3.基本组成
锁模机构一般有传统肘杆式、传统单缸充压式、四缸直锁二板式以及全电动式。下面主要从注射装置和锁模装置带来说明精密注塑机的基本组成与作用。
1)注射装置为了实现塑化均一,最重要的一环是塑化装置中的螺杆结构和形式。要求螺杆具有较高的剪切能力,以得到高的熔融速度;具有低温塑化能力,以得到高的混炼温度的稳定性;具有在背压低的情况下,高速旋转塑化能力,以得到高的染色剂的颜色分散性。由于各种塑料的性能差异大,为了适应不同性能的塑料加工的要求,将注射螺杆设计成不同的结构形式。就塑化能力和功率消耗而言,专用螺杆的性能更为优越。精密注射的螺杆主要有分流型螺杆、屏障性螺杆、分离型螺杆、变流道型螺杆和减压螺杆等。
2)锁模装置精密注射成型对于锁模装置有如下要求。
①精密注射的注射压力高,因此要求精密注塑机的锁模结构具有足够的刚性和锁模力,但不是锁模力越高越好,它要求锁模力可以控制、稳定、重复性高,它还要求高的开、合模精度,主要是开、合模终止点的位置精度和模板的平衡度等,它设计锁模结构、拉杆、动定模板和合模构件的尺寸、材料、热处理方式以及机加工精度和装配精度等。
②对低压模具保护以及合模力的大小要精确控制。要求动模板和定模板都要具有足够的刚性,对于精密注射成型,一般要求动定模板与模具接触面的变形小于或等于0.1mm,甚至更小。
③合模机构的工作效率要高,开合模速度要快(一般达到40m/min左右)。为了达到这个目的,要求合模机构更加合理,在满足结构刚性的条件下,尽量减少运动部件及其质量,减少运动惯性,有利于实现高速开合模,降低能耗。
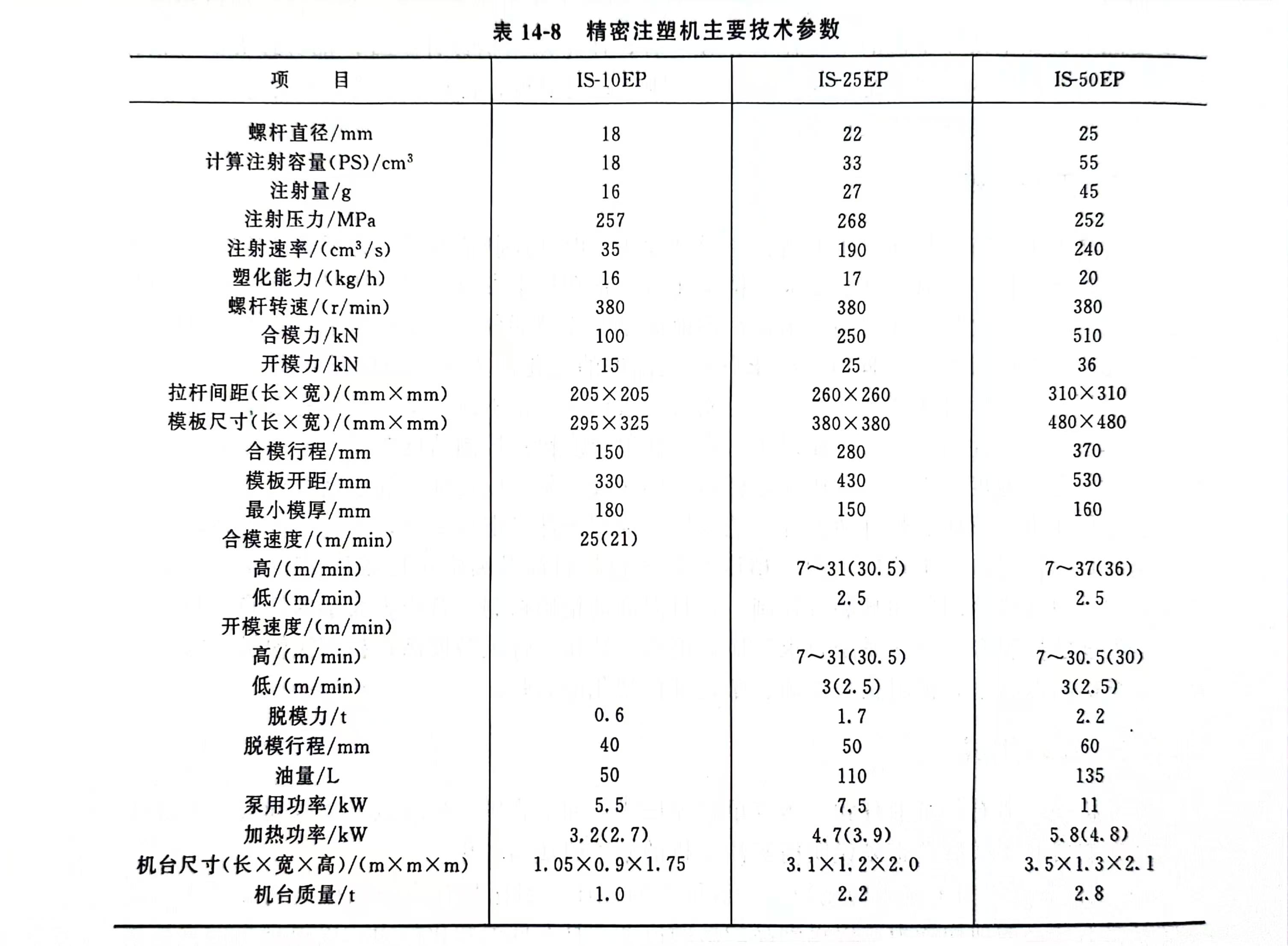
4.主要技术参数
精密注塑机的技术参数与普通注塑机相比,在参数的意义上虽然相同,但是参数的数值上有较大差别,特别在注射压力与注射速率上偏高,如表14-8所示。
5.设计选用要点
精密注塑机的工作原理、基本结构及作用与普通注塑机相同,但是在设计与选用上应注意以下要点。
1)精密注塑机的注射参数上应适应精密注射制品的工艺需要,注射压力要高,一般在180MPa以上,注射速度要快,一般螺杆的推进速度应大于12m/min。这是因为一般精密注射件所使用的塑料大多数为工程塑料,并多加有填料、有黏度,模具型腔复杂,流动阻力大,需要提高注射压力和速度。
2)为满足各种复杂制品的工艺要求,要有多级注射压力和注射速度的调整,使之在一个注射行程中能实现不同位置上的不同速度和压力,满足多级注射工艺要求。
3)由于精密注射制品多为有添加料的工程结构零件,常加有玻璃纤维、碳纤维、硼纤维等增强材料,这些材料具有很高的硬度,因此,精密注塑机的塑化装置(料筒、螺杆)要使用具有比普通注塑机更耐磨的合金及其制造工艺。例如采用双金属料筒和螺杆,衬上高碳高铭合金层。
4)为了减小模具及合模机构对系统变形的影响,提高制品精度,常采用比普通注塑机有更强的合模机构刚性系统。
5)要求电控系统,对各程序中的主要技术参数,如注射压力、注射速度、螺杆转速及背压等能实现反馈控制与调节,以保证各执行机构的重复精度及灵敏性。
6)料筒温控精度要高,超调量要小,减小物料的温度波动,从而减小制品的内应力,防止变形。













