同螺杆式塑化装置相比,它的塑化能力较差、压力损失大和耗费能量多等,但是由于其塑化装置结构简单,制造成本低,维修方便,特别是对塑料加工的适应性强,可加工回头料等优点,目前仍有一定的市场。
1.概述
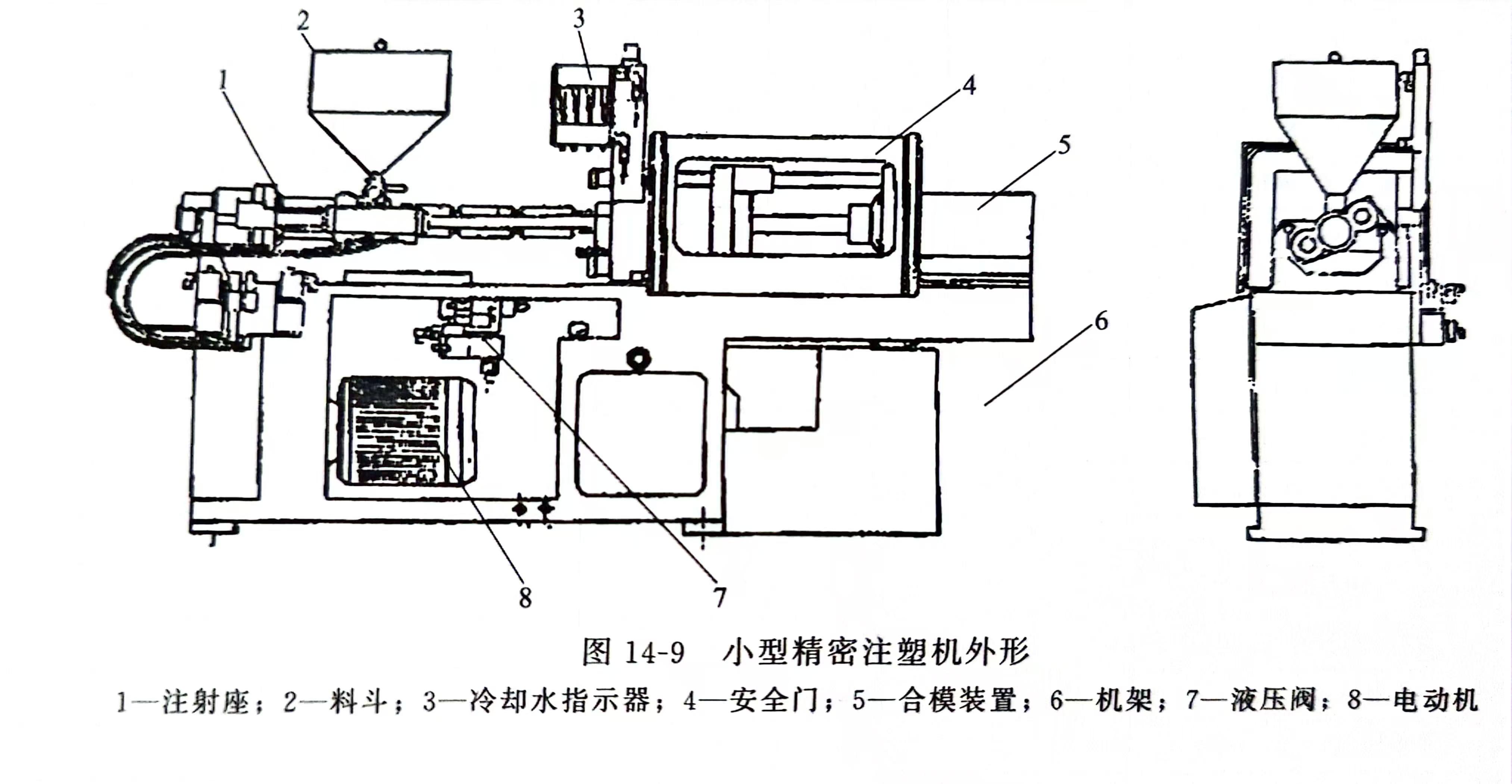
柱塞式注塑机如图14-9所示,是较早的注塑机种,与普通螺杆式注塑机相比,其主要特点是,在塑化料筒内没有设置螺杆而只有固定的分流梭和与注射液压缸活塞相连接的柱塞。同螺杆式塑化装置相比,它的塑化能力较差、压力损失大和耗费能量多等,但是由于其塑化装置结构简单,制造成本低,维修方便,特别是对塑料加工的适应性强,可加工回头料等优点,目前仍有一定的市场。
2.工作原理
柱塞式注塑机结构原理如图14-10所示。柱塞式注塑机没有像螺杆式塑化装置那样有独立的预塑过程。塑化开始的位置,是柱塞退回原位,物料从料斗经料筒的料口落入柱塞的前端,柱塞与注射活塞相连接。当注射时,注射液压缸进高压油,推动柱塞以高压和高速将柱
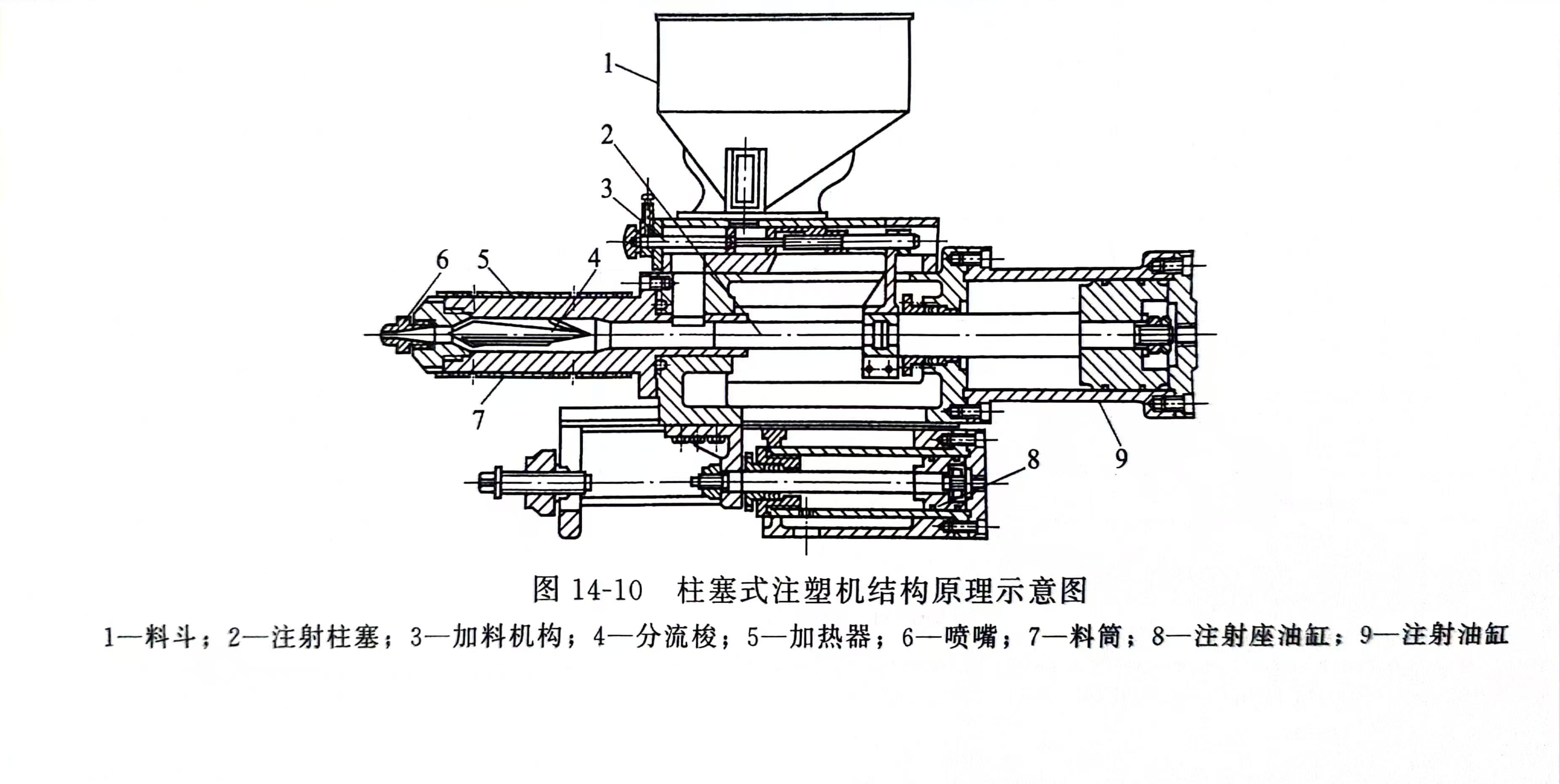
塞前端的固体物料压缩成固体塞向前输送,而这部分物料又将压力传送给在分流梭流道中的以及分流梭与喷嘴头部的熔体使之注入模具型腔。而从固体塞过来的新料相继占据分流梭流道及喷嘴的头部位置。这部分新料在料简外加热圈的传导热作用下,通过料简壁及分流梭体吸收热量,与此同时,当物料通过分流梭的流道时也将产生强剪切作用,其剪切强度除与注射压力、注射速度有关外,还与分流梭的结构、尺寸、形状有关系。由于柱塞至熔体之间的压力传递是通过一段“料柱”来完成的,因此有较大的压力损失。
3.基本组成与作用
柱塞式注塑机除塑化装置外,其他各部分组成与结构与普通注塑机基本相同。
柱塞式注塑机的塑化装置主要由料筒、分流梭及柱塞组成。料筒前端装有喷嘴,分流梭固定在料筒的前端,柱塞与注射液压缸的活塞和加料装置相连接,活塞在压力油的作用下带动柱塞作推料的往复运动,进料量由加料装置来调节。
4.主要技术参数
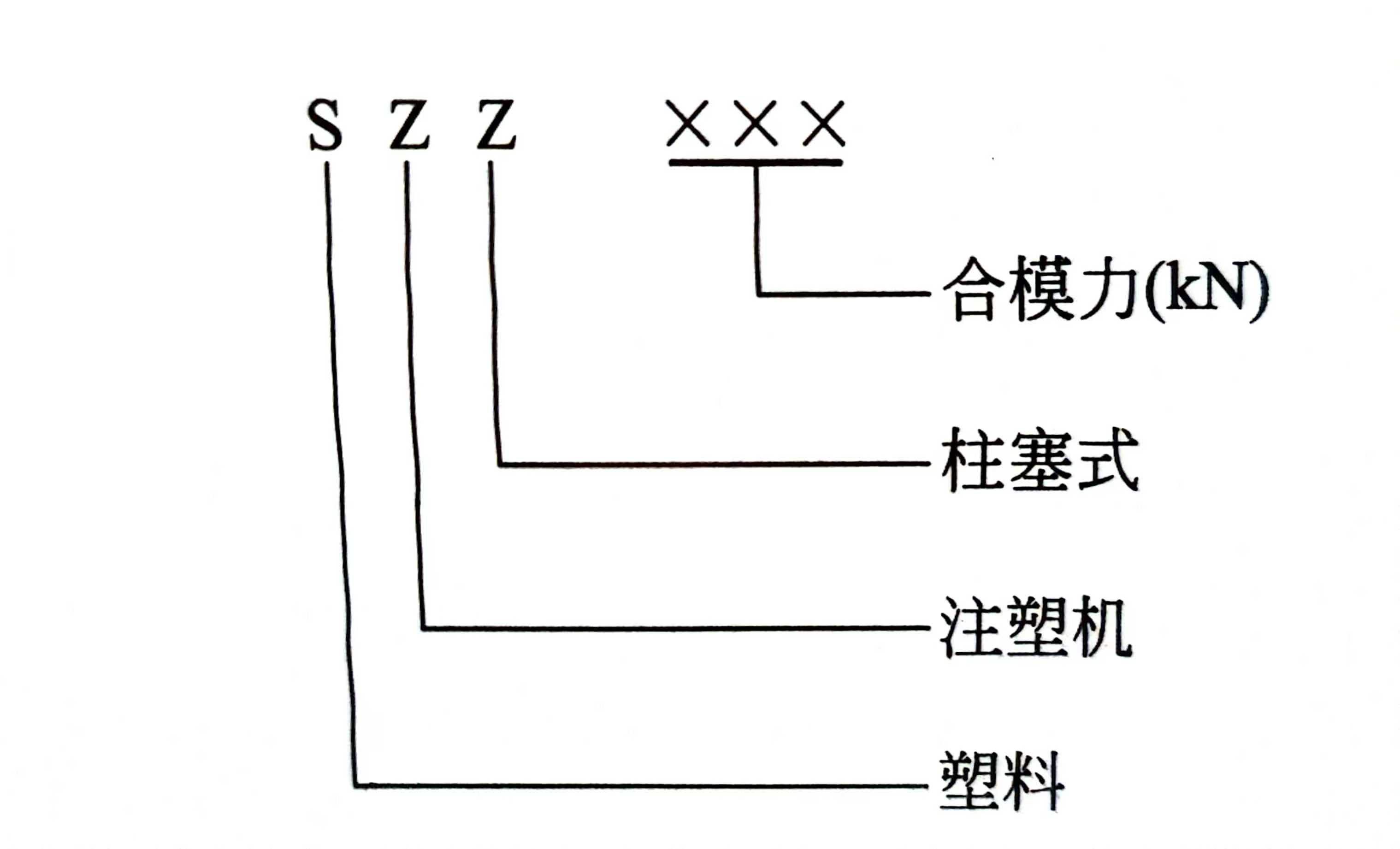
(1)柱塞式注塑机的规格
按国家标准柱塞式注塑机的规格表示如下:
(2)主要技术参数及计算
柱塞式注塑机主要技术参数与螺杆式普通注塑机参数基本相同,只是在注射装置,参数中没有与螺杆有关的参数。
柱塞式注塑机的注射量按下式计算:
5.设计选用要点
柱塞式注塑机在设计和选用时,除参考对普通注塑机的要求外,还应注意以下两点:
1)柱塞式注塑机的塑化装置是用外加热圈以热传导的形式加热物料的。为了提高传热效率和剪切效果,还要考虑制造装备难易程度,需精心选择或设计分流梭。分流梭是柱塞式塑化装置的重要零件。
2)料筒外径除考虑强度条件和热惯性外,要特别注意保证有足够的加热面积来布置加热圈,以便提供外部加热能量。
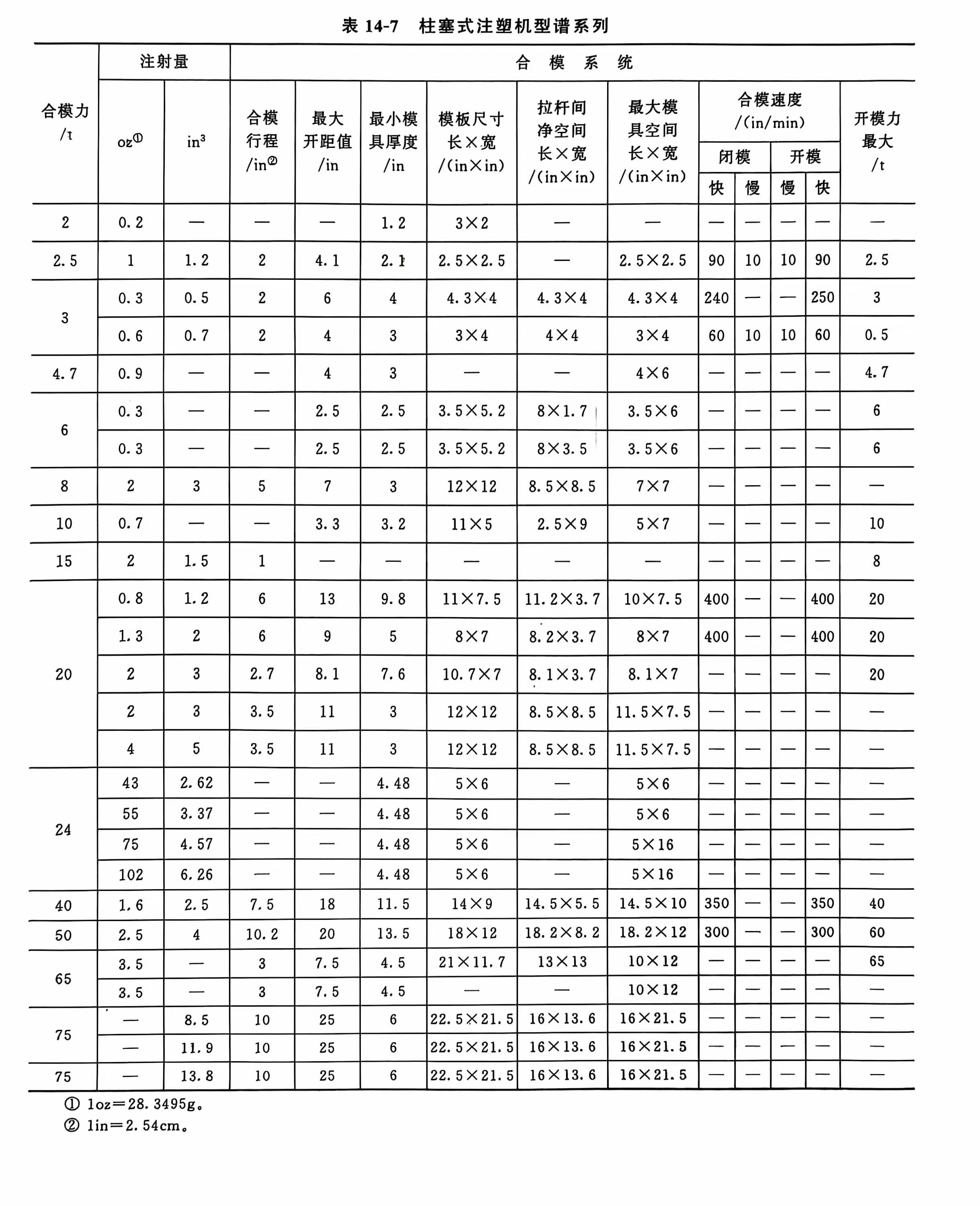
6.型谱系列
柱塞式注塑机型谱系列如表14-7所示。