1.概述
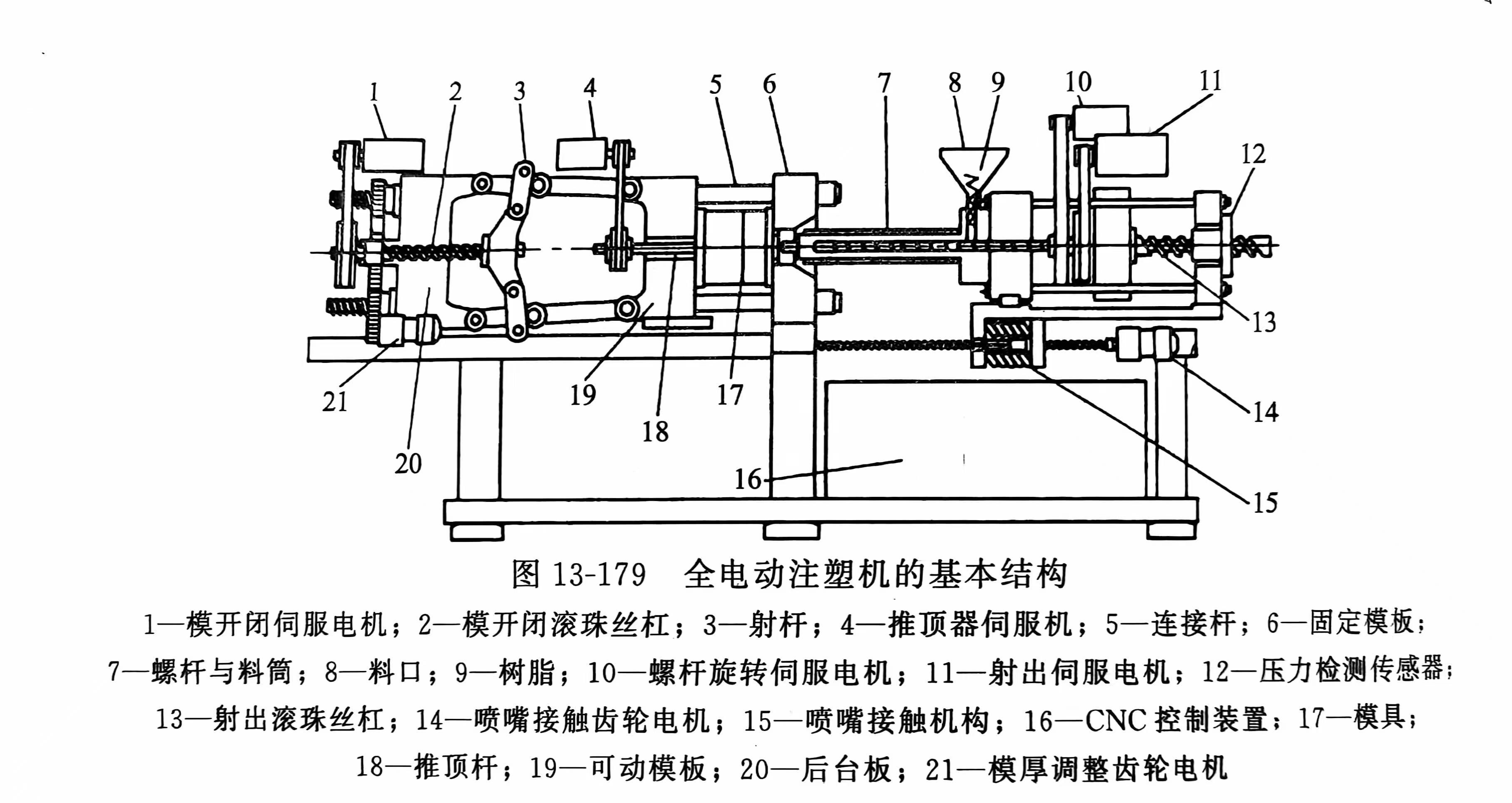
全电动注塑机是指不利用传统的液压油作为工作介质,也就是不采用液压缸和马达作为驱动元件,而直接利用交流伺服电机(永磁式伺服电机或感应式伺服电机)配以滚珠丝杠(或滚柱丝杠)、齿形带以及齿轮等元器件来驱动合模装置、塑化装置和注射装置等各个机构的运动,实现精确控制的新一代注塑机。全电动注塑机的基本结构如图13-179所示。
2.全电动注塑机的优缺点
全电动注塑机由于不采用液压油作为工作介质,因此会带来一系列的优点:首先没有液压注塑机的油污染问题,因而全电动注塑机会更清洁、更环保;再者就是系统的控制精度不再受液压油的影响。液压油的温度波动会严重影响到液压注塑机的控制精度,因而在液压注塑机中必须有独立的油温控制模块,但由于即使最先进的油温控制模块也不能使液压油保持恒温,因而系统在工作过程中液压油必然会在一定范围内波动,从而就会影响到液压注塑机
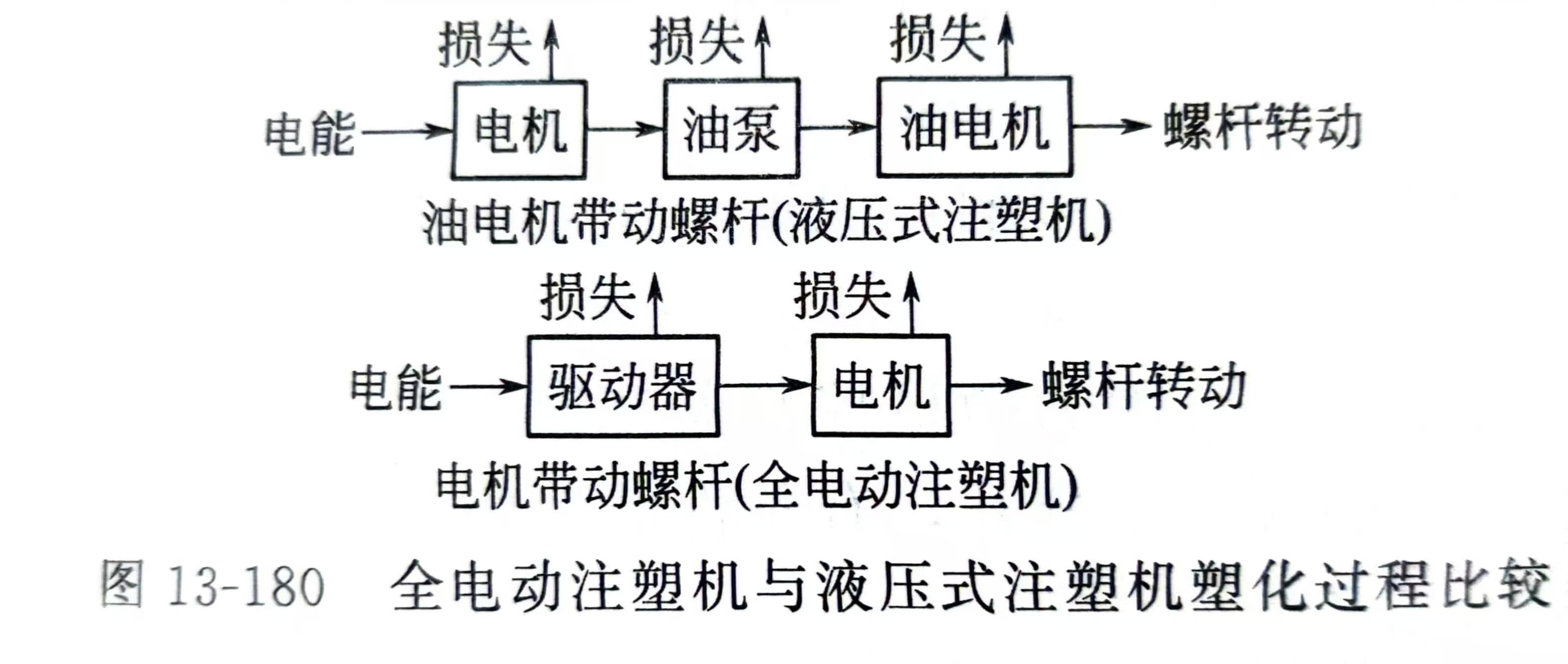
控制精度。全电动注塑机不需要液压油来工作,因而就可以完全避免上述问题。还有,全电动注塑机的驱动元件是伺服电机,可以实现元件的精确位移控制,控制精度比传统的液压式注塑机要高出好几倍,因而在精密注射成型饿一些传统液压式注塑机难以加工的场合更能发挥它的优势。全电动注塑机采用伺服电机作为驱动元件除了可以提高控制精度外,还在节能方面体现出优势来,如图13-180所示。由图13-180可明显看到,全电动注塑机避免了多次能量转换的损失,因而也就能实现节能的效果。
全电动注塑机的具体优点总结如下。
1)精确度高(精度高、重复性高) 伺服电机作为动力源,由滚珠丝杠和同步带等组成结构简单而效率很高的传动机构。它的重复精度误差是0.01%。
2)节省能源 可将工作循环中的减速阶段释放的能量转换为电能再次利用,从而减低了运行成本,比相应的液压驱动塑胶注射成型机能耗降低50%以上,连接的电力设备仅是液压驱动塑胶注射成型机所需电力设备的25%。
3)精密注射控制 注射螺杆位置精密控制,减少了背压,大大降低了充模压力,适合光学、医疗等高精度的产品。
4)改善环保水平由于使用能源品种的减少及其优化的性能,减少了污染源,降低了噪声,为工厂的环保工作提供了更良好的保证。
5)降低噪声其运行噪声值低于70dB,大约是液压驱动塑胶注射成型机噪声值的2/3 。
6)节约成本、使用成本低此机去除了液压油的成本和引起的麻烦,没有硬管或软管,无需对液压油冷却,大幅度降低了冷却水成本。
7)生产周期短、成型效率高例如,在 2002年上海国际塑料机械展览会上,日本NISSEI公司展出一台 ES200全电动塑胶注射机,一个产品生产周期只需0.63s、合模时间0.1s,开模时间0.13s,注射时间0.05s,加料时间0.25s,整个周期全自动连续进行,这预示着注塑机将向电动、高速方向发展。
8)速度控制范围宽、响应性好伺服电机高低转速相差近1000倍,而且从高速向低速转换平滑,具有非常高的响应特性,特别适合在小型制品、短注射行程的场合使用。
另一方面,全电动注塑机是20世纪80年代才发展起来的,仍然属于新生事物,由于技术不成熟等原因,所以就不可避免得存在一些问题,如开发成本过高、使用寿命不长(存在滚珠丝杠受磨损的问题)、合模力有限和注塑机尺寸规格小等。但近些年来,随着科学技术的发展,伺服电机的应用技术日臻成熟,价格也不断下降,全电动注塑机存在的一些问题将得到圆满的解决。
3.全电动注塑机控制结构
(1)合模机构
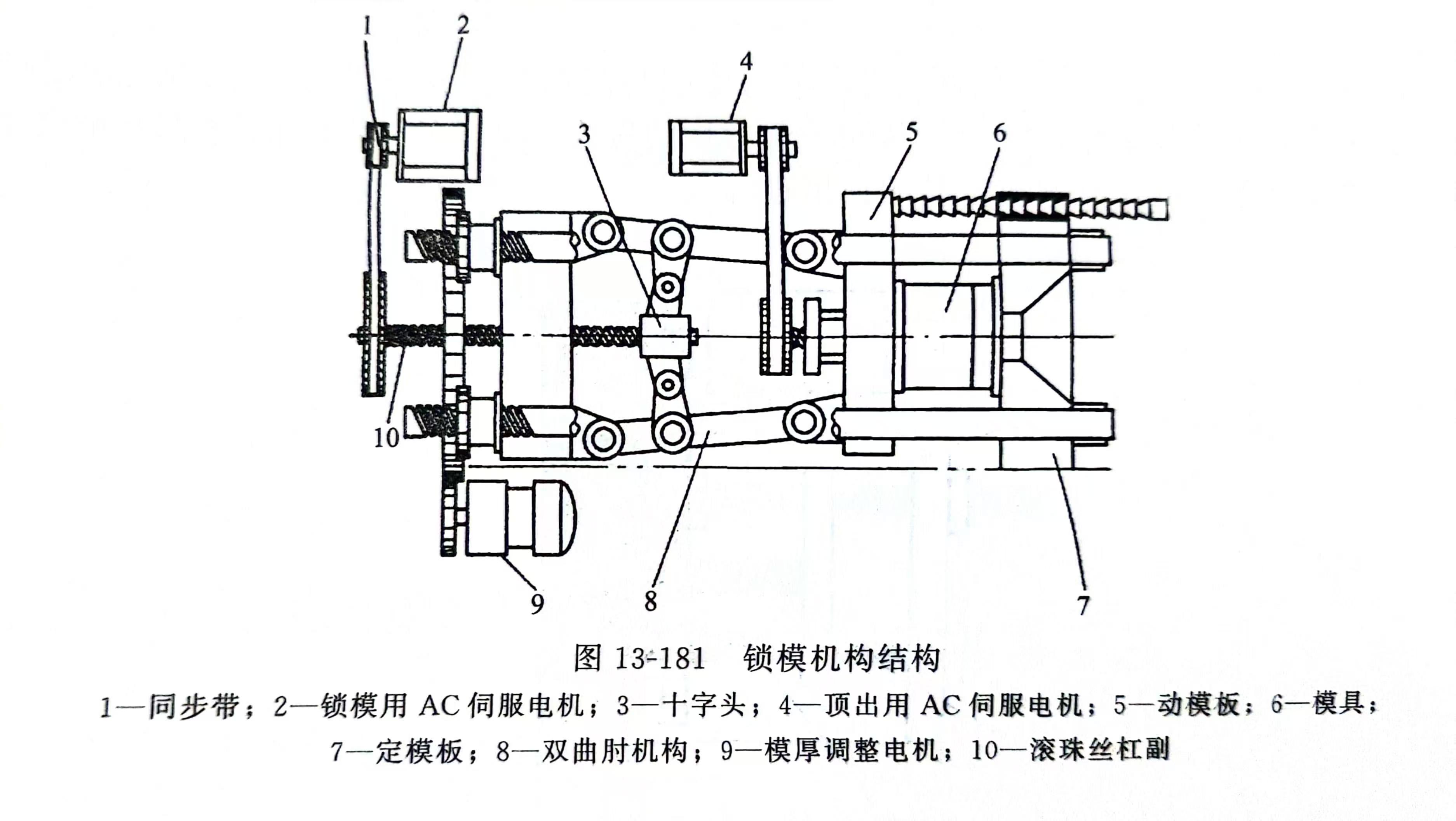
如图13-181所示为锁模机构结构示意图,可以看到,模具的开闭动作是有锁模用AC伺服电机通过同步带传动,带动滚珠丝杠副推动与丝杠相连的十字头左右移动,十字头带动可动模板作支线运动而实现的,由于采用的是伺服电机代替传统的液压油缸,所以其开闭模动作可以通过伺服系统实现精确的控制,具有响应快、运动平稳、噪声小等诸多优点。锁模力的提供和传统的油压机一样也是由双曲肘机构来实现的,双曲肘机构有力的放大作用,它可以使锁模力比移模力大出好几十倍(放大倍数由调模机构来调整),因而它既可以保证有足够大的锁模力(大于胀模力)又可以减小十字头加在丝杠上的轴向力和径向力,从而可以延长滚珠丝杠副的使用寿命。
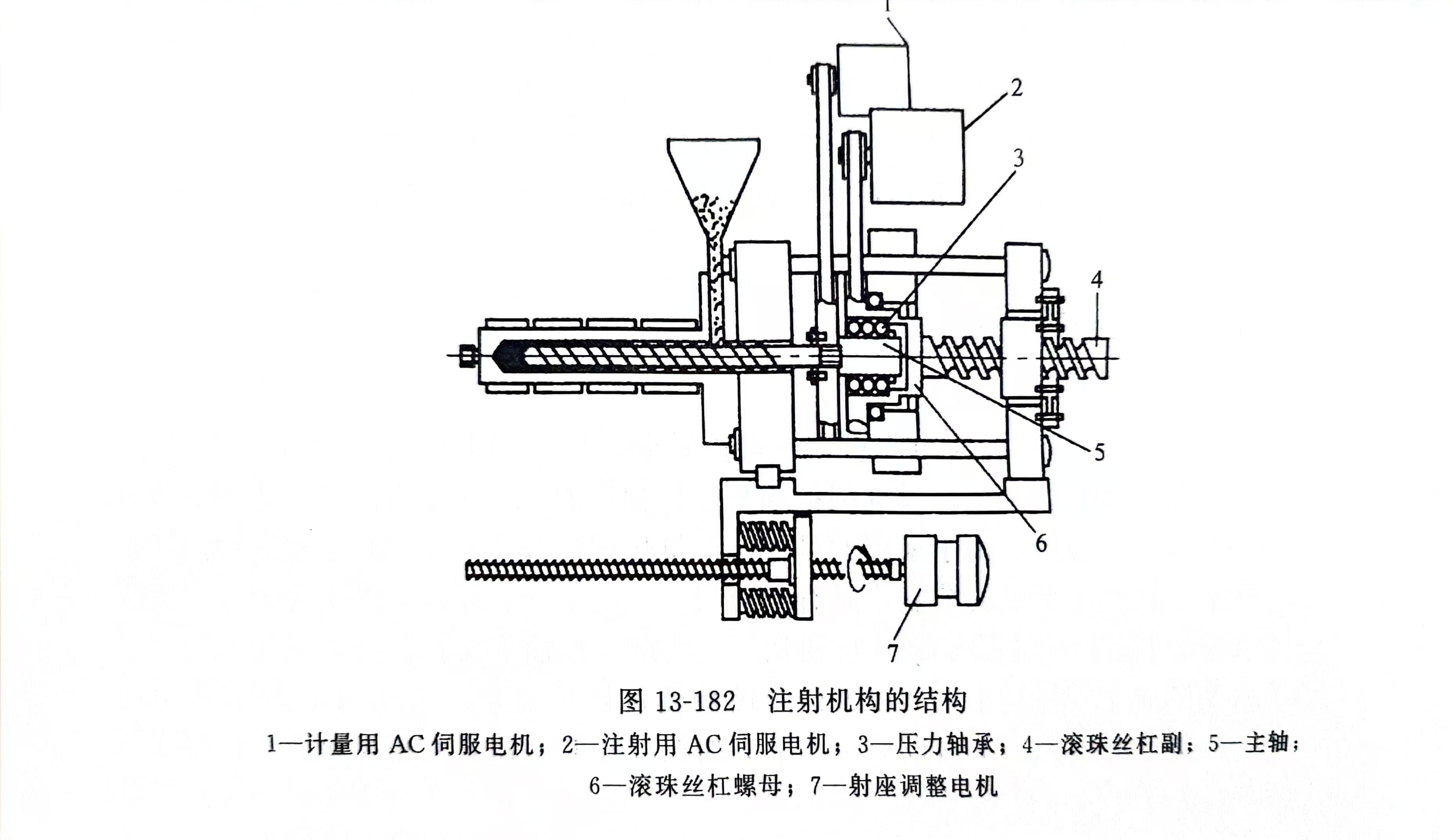
(2)注塑机构
如图13-182所示为注塑机构的结构。注塑机构包括两个部分:注射部分和塑化部分。注射部分是由注射用AC伺服电机通过同步带机构,带动滚珠丝杠螺母旋转,从而在丝杠的轴向方向产生直线位移实现注射的动作。螺母是固定在压力轴承上的,主轴与螺杆直接相连,螺杆旋转时螺母是可以不动的,而螺母旋转时,也不会带动螺杆旋转。塑化部分是由计量用AC何服电机通过同步带机构带动螺杆旋转,而螺杆在塑化时的后退和背压的建立则由注射用AC伺服电机来完成的螺杆旋转时背压的设定(经由负载装置或转换器)在压力轴承上产生了阻力,此阻力的数值是AC伺服电机回转速度的函数,即背压数值越高,阻力越大,伺服电机的回转速度越低,对全电动注塑机来说,背压可称为阻力感应背压。伺服电机控制的塑化系统可使螺杆实现精确计量,这是精密注射成型的必要条件。
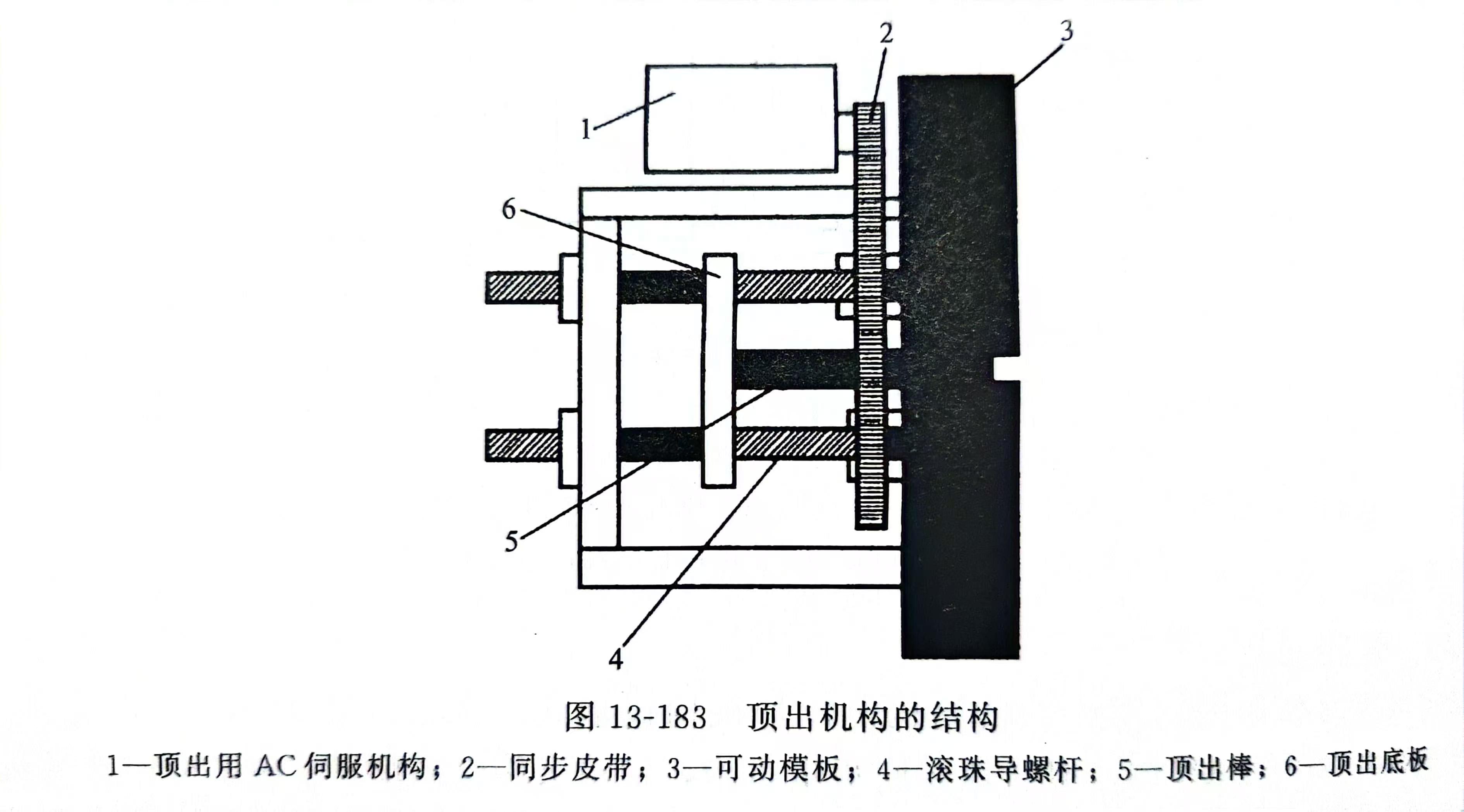
(3)顶出机构
如图13-183所示为顶出机构的结构。可动模板与滚珠丝杠直接相连,顶出用AC伺服电机通过同步带机构带动螺母旋转,从而实现丝杠的直线运动,丝杠带动可动模板就可以使顶出底板前进后退,从而实现成型品的顶出过程。
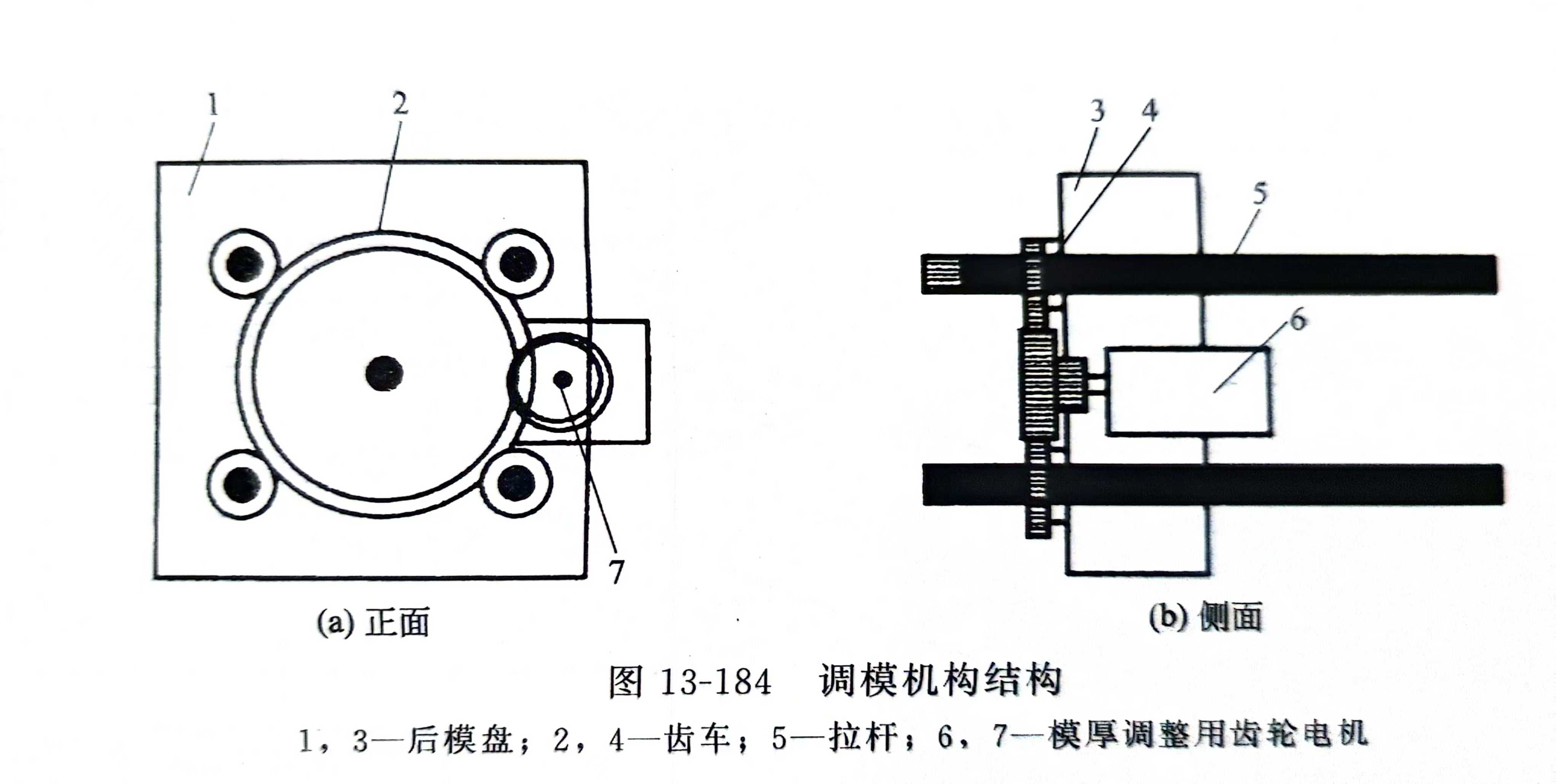
(4)模厚调整机构
如图13-184所示为调模机构结构示意图。后模板与双曲肘相连,小齿轮通过一定装置与后模板连接在一起,大齿轮与四个小齿轮啮合,拉杆尾部和小齿轮内圈都制有螺纹,小齿轮与拉杆组成丝杠螺母传动,当调模电机带动大齿轮旋转时,与大齿轮啮合的小齿轮也旋转,因为拉杆是不动的,所以后模板就可以前后移动,实现调模过程。
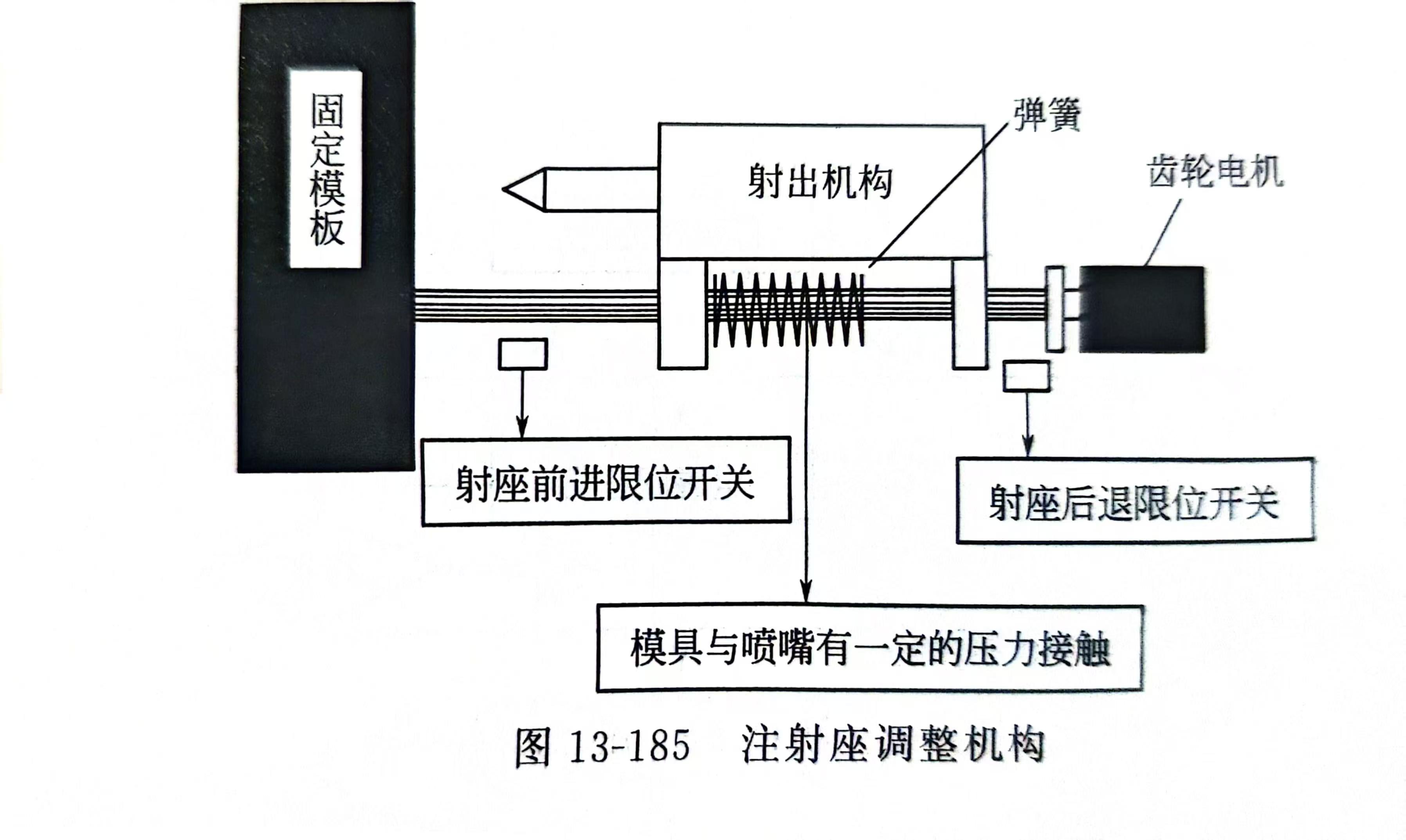
(5)注射座调整机构
如图13-185所示为注射座调整机构,该机构采用丝杠螺母传动,因为注射座的前进后退动作不需要用精密的位移控制,只需要利用限位开关来控制就可以达到使用要求,因而意可以不用精确的滚珠丝杠副传动,也不需要用到伺服电机,用一般的电机就可以实现这种:能。还有一点需要说明的是,因为注射座前进到位后,喷嘴与模具中的浇道衬套要有一定压力接触,由于普通丝杠传动间隙很大,因而就需要采用弹簧来提供这个压力。