螺杆组合是双螺杆挤出工艺的关键,涉及多个阶段的螺杆设计。加料段设计需适应不同形状和密度的物料,采用大螺距和正向螺纹元件以提高加料能力。压缩段通过减导程螺纹元件压实物料,促进熔融,需注意导程变化不宜过大以避免挤出机过载。熔融段设计旨在快速均匀熔融物料,利用机械能转化的摩擦热和剪切热为主要热源,通过捏合块和反螺纹元件组合实现。混合段设计强调分散相颗粒的减小和均匀分布,采用薄捏合盘和厚捏合盘组合以优化混合效果。多个加料口区域设计根据物料特性在不同阶段和位置加入聚合物或添加剂,需设置密封元件和大导程螺纹元件以容纳新加入的组分。排气区域设计通过设置密封元件和阻力元件,以及大导程螺纹元件,有效去除物料中的湿气和挥发组分。熔体输送段设计需确保物料连续稳定输送,通过正向螺纹元件和捏合块建立压力,同时优化螺杆构型以减少温升和避免挤出不稳定。
螺杆组合是双螺杆挤出工艺制订的关键,同向双螺杆挤出以混炼为主,螺杆组合要考虑到主辅料性能与形状、加料顺序与位置、排气口位置、机筒温度设置等。
1. 加料段螺杆设计
此处加料段是指主加料口对着的螺杆区段,对这一段的主要要求是能顺利、多适应性地加入物料,包括能适应各种形状的粒料、低松密度粉料、含有纤维状添加组分的物料的加入。据此,大螺距、正向螺纹元件用在此处可获得最大的加料能力。螺纹导程在加料口处应较大,此后逐渐减小。
2. 压缩段螺杆设计
像单螺杆挤出过程一样,在固体输送段要将松散的粉状物料压实或提高粒料在螺槽中的充满度,以促进物料的熔融,能实现这一要求的螺杆局部结构是减导程螺纹元件。主要通过两种方式:一种是分段改变螺距,使螺距由大到小,这是当前流行的组合式双螺杆通常采用的方法;另一种是渐变式改变螺距,该方法在组合式双螺杆中很少采用(因不利于组合互换),但在整体式双螺杆中可采用。应当注意,加工低松密度的粉状物料在组合不同导程螺纹元件时,一般不会出现什么问题,但若加入的是颗粒料,则相接螺纹元件导程的变化有时会导致挤出机过载,因此相邻导程变化的程度不宜过大。
3. 熔融段螺杆设计
熔融段设计的目标是在设定温度下将物料均匀、快速熔融。熔融段最佳螺杆构型取决于被加工物料的比热容、熔点、熔体黏度以及聚合物在固体状态时粒子的大小。使物料熔融的热源有两个,一是由机器加热器提供的外热,二是由螺杆导入的机械能转变成的摩擦热、塑性变形热和剪切热,后者是主要的。为导入剪切热,在熔融段应设置捏合块、反螺纹元件、反向大导程螺纹元件,并将这些元件在预定的螺杆轴向位置与其上游正向螺纹元件有效组合起来。为避免在熔融塑化区产生过高的温度梯度,可将剪切元件和正向输送元件相间组合,使总能量的输入以一定顺序在一定轴向长度内分布开。熔融塑化段局部螺杆构型是否合理主要评价它是否能将机械剪切能变成热能而使物料熔融得最快、最彻底,又不使物料温度升高,即能量利用最合理。
4.混合段螺杆设计
混合是螺杆挤出加工的一个重要方面,对含多种成分的多相混合物系而言,希望通过混合使分散相颗粒尺寸减小至适当程度并将其均匀分布在连续相中。因此啮合同向双螺杆挤出机的混合功能最重要,混合段的螺杆构型设计具有非常重要的意义。啮合同向双螺杆挤出过程的熔融阶段也是混合开始的阶段,应当把熔融段和混合段的螺杆构型统一起来考虑。分布混合由薄捏合盘组成的捏合块提供,可使单位螺杆长度上物料的分流数最大,捏合盘间的漏流使剪应力和停留时间得以均布。一旦分布混合完成,应采用厚捏合盘组成的捏合块来增加作用到物料上的应力。在正向捏合块之后加上反向捏合块可增加物料在螺纹元件中的充满度和停留时间,但反向元件的数量不应过多。设置多个短的混合段[(1~2)D]比设置一个长的混合段更有效。因为如果将输送元件放在两个混合段之间,可给弹性物料创造一个松弛机会。若在混合段末,机筒相应位置处设置调压阀,可连续改变流道截面,而不用改变螺杆组合即可实现所希望的混合强度。
5. 多个加料口区域螺杆设计
有时为了达到规定的混合目标,并不总是把参与混合的聚合物及添加物一起由(第)一个加料口加到挤出机中,要根据物料的加料特性、输送、熔融和混合特性、混合物中各组分应达到的最终混合状态,在挤出过程的不同阶段,在螺杆轴线方向不同位置将聚合物或添加剂分开按一定比例分数加到挤压系统中。这就涉及需要设置几个加料口,是否需要侧加料口和液体添加剂注入口的问题,而这对机筒元件的选择和整根螺杆的构型设计会有很大影响。同样在这些后续加料口上游应设置密封元件,而在对着加料口的螺杆上设置大导程、物料不能充满的螺纹元件,以容纳后加入的组分并使之容易加入。
① 对于热或剪切敏感的添加剂,应在基体聚合物已在高剪切区彻底熔融后再加入,即在该处设置添加剂加料口,该加料口下游的螺杆构型要能提供低剪切混合。
② 当加入低熔点添加剂时,如润滑剂,可能熔融,应在聚合物完全熔融后加入。
③ 如果加入的是高黏度液体,应采用几个下游加料口,逐渐分批加入,使之慢慢地与聚合物熔体混合,被聚合物稀释,而每个加料口的下游的螺杆区段的混合强度应逐渐增加,以均化黏度逐渐减小的聚合物熔体和液体添加剂形成的混合物。总体看来,可以加料口为界,将整根螺杆分为几段,再对每一段根据其功能进行螺杆构型设计。
6. 排气区域螺杆设计
双螺杆挤出机设有排气区以便把物料中的湿气、夹带的空气和可挥发的组分除去。在排气口上游的螺杆上应设置密封元件,将熔体密封,以建立起高压;在排气区,即与排气口对着的螺杆区段,应使物料在螺槽中充满度较低,并与大气或真空泵相通。
首先,在排气口前应设有阻力元件,如捏合块或反向螺纹元件,然后在排气口处为大导程螺纹元件,以形成低充满度和薄的熔体层,使物料有可暴露的大自由表面,长的停留时间,以利于排气。通常,排气段螺纹元件导程一般为(1~2)D,可用标准螺纹,亦可用异型螺纹。另外,像单螺杆排气挤出机的排气螺杆设计那样,应保证排气口上游螺杆段的输送能力小于或等于排气口下游螺杆段的输送能力,以建立流量平衡,防止排气口溢料。熔体输送区域螺杆设计熔体输送段螺杆要求能连续稳定地向机头方向提供物料。熔体输送一般采用正向螺纹元件,但有时在螺杆熔体输送区要采用捏合块或反向螺纹元件,而物料通过这些元件需在其上游建立压力:为使物料通过口模,在螺杆末端的熔体输送段也要建立压力。
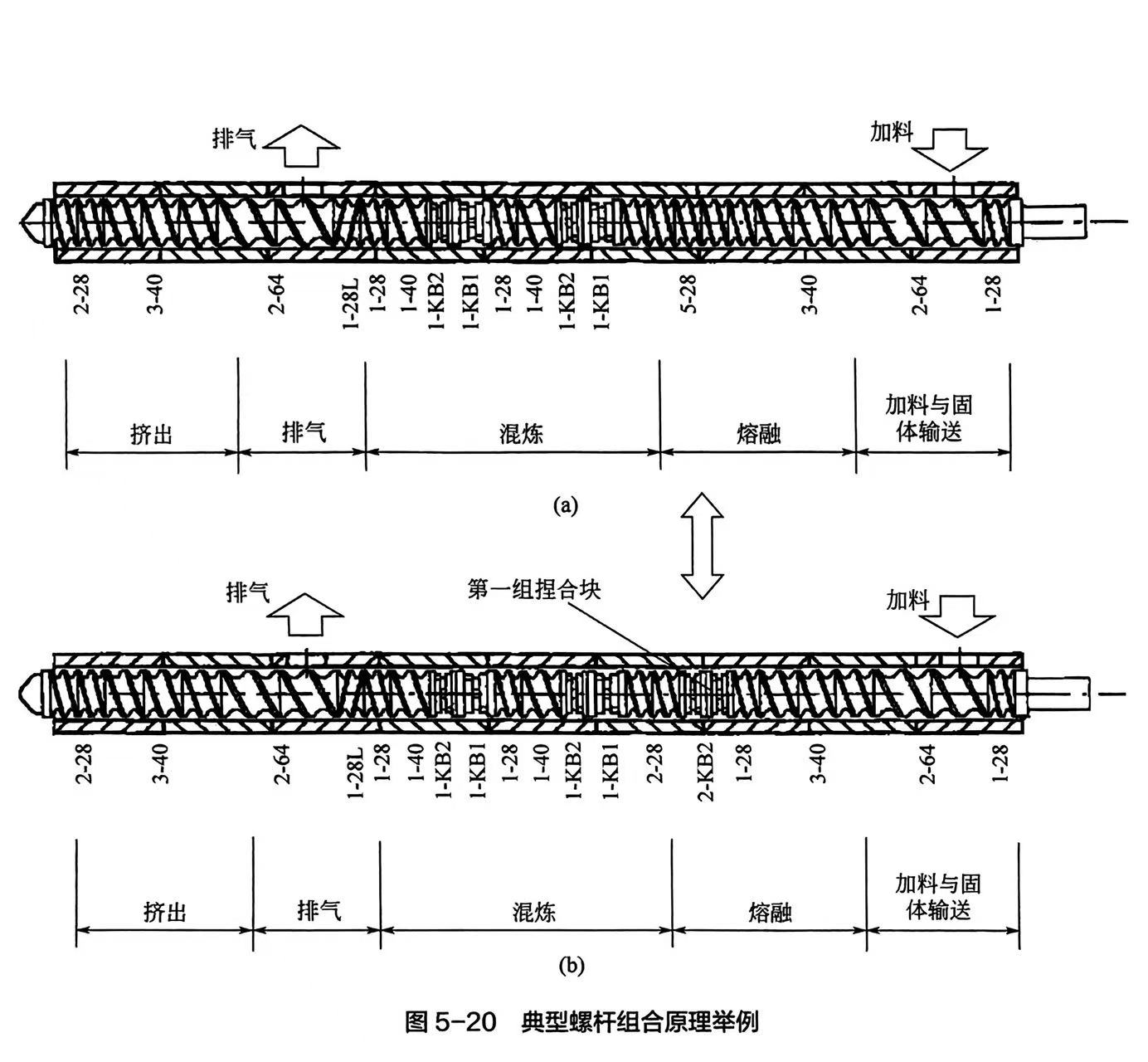
只有在完全充满物料的螺杆段才能建立压力,因而啮合同向双螺杆的压力建立来自物料对螺槽连续充满的能力,100%的充满度能使轴向有通道的螺杆构型在短距离内建立起压力。而熔体对螺杆的充满长度取决于物料的黏度、螺杆导程、螺杆转数、加料量和口模阻力,影响建压能力的有螺纹导程和螺纹头数。建压伴随着温升,这是由于聚合物低的传热系数和螺杆冷却表面与熔体挤出量之比较低所致。为使建压带来的温升降低,必须优化建压螺杆构型,以减少背压区(或回流)长度,使输入物料的能量最小。需要注意的是,若熔体输送段的螺杆构型或操作条件选择不当,有可能导致挤出不稳定,如流量波动;排气口下游熔体输送区的充满(回流)物料的长度(由螺杆末端算起)不仅延伸到排气段,还会导致排气返料、冒料问题的出现。典型螺杆组合原理见图5-20。