在高温下塑炼胶料质量难以控制,容易导致橡胶物理机械性能下降。密炼机塑炼过程中,关键因素包括塑炼温度和时间、化学塑解剂、转子速度、装胶量及上顶栓压力。塑炼温度需严格控制在140-160℃,过高会导致过度氧化裂解,过低则影响塑炼效果。塑炼时间初期可塑性迅速增加,后期增速减缓。化学塑解剂可降低塑炼温度,但高温下胶料质量仍难控制。转子速度越快,塑炼效率越高。装胶容量应合理控制在密炼室容量的55%-75%,上顶栓压力需适当,以确保塑炼效果。
高温下塑炼胶料质量较难控制,容易产生过炼而使橡胶的物理机械性能下降,因此必须严格控制塑炼工艺条件,才能确保胶料质量。在密炼机塑炼过程中,影响塑炼效果的因素主要有塑炼温度和时间、化学塑解剂、转子速度、装胶量及上顶栓压力等。
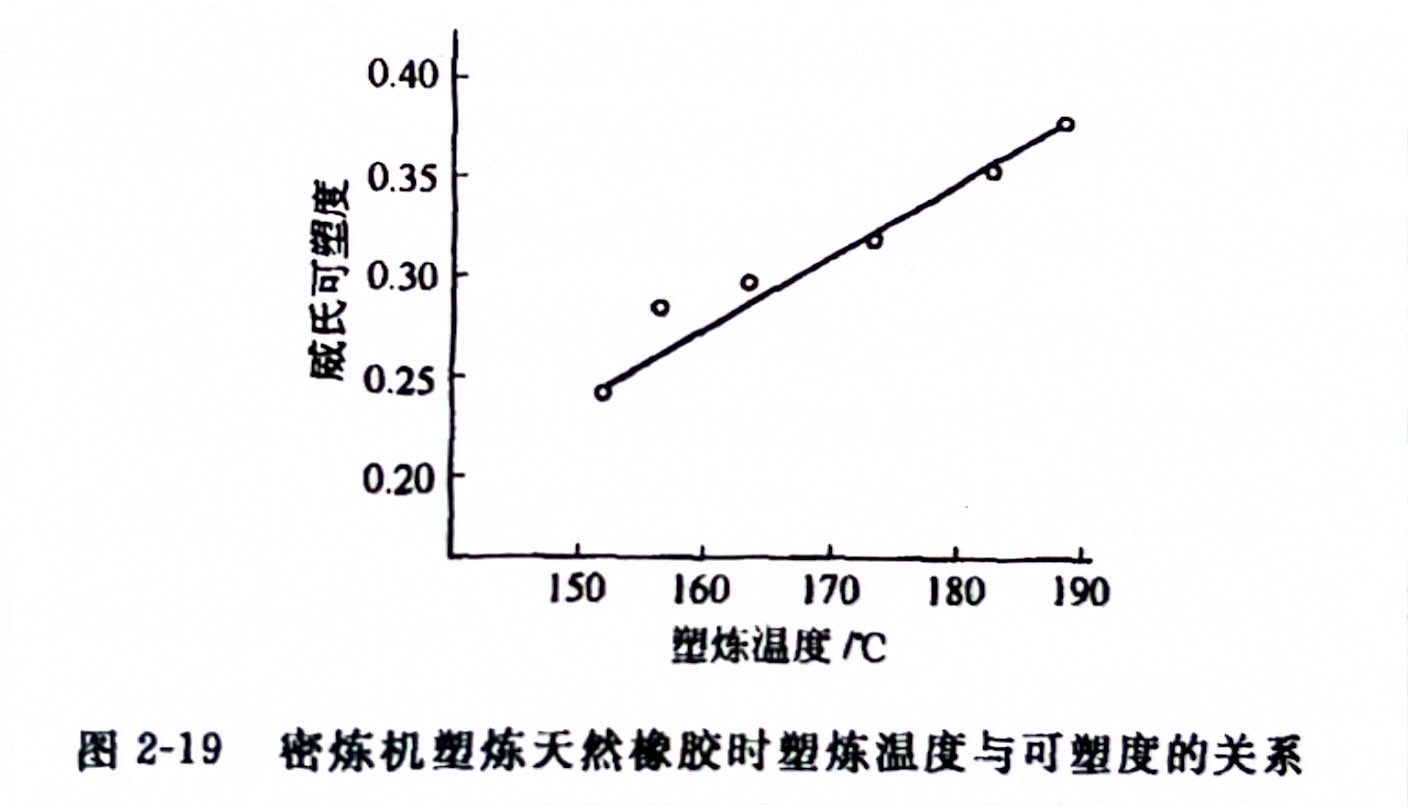
①塑炼温度和时间 在密炼机塑炼过程中,由于生胶受到激烈的摩擦剪切作用所产生大量的热不能及时散失,所以塑炼温度迅速上升,而且总是保持在较高的温度范围。温度的变化对塑炼效果的影响很大。随着塑炼温度的升高,胶料可塑度几乎按比例地迅速增大(密炼机塑炼天然橡胶时塑炼温度与可塑度的关系见图 2-19)。但温度过高,会导致生胶的过度氧化裂解,使物理机械性能降低,因此,必须严格控制温度条件。天然橡胶塑炼温度一般在 140~160℃为宜,丁苯橡胶塑炼温度应控制在 140℃以下,温度过高,会发生支化、交联等反应,反而使可塑性降低。但是温度也不能太低,否则达不到预期的塑炼效果,降低生产效率。总之,密炼机塑炼的关键问题是必须严格控制适当的塑炼温度。
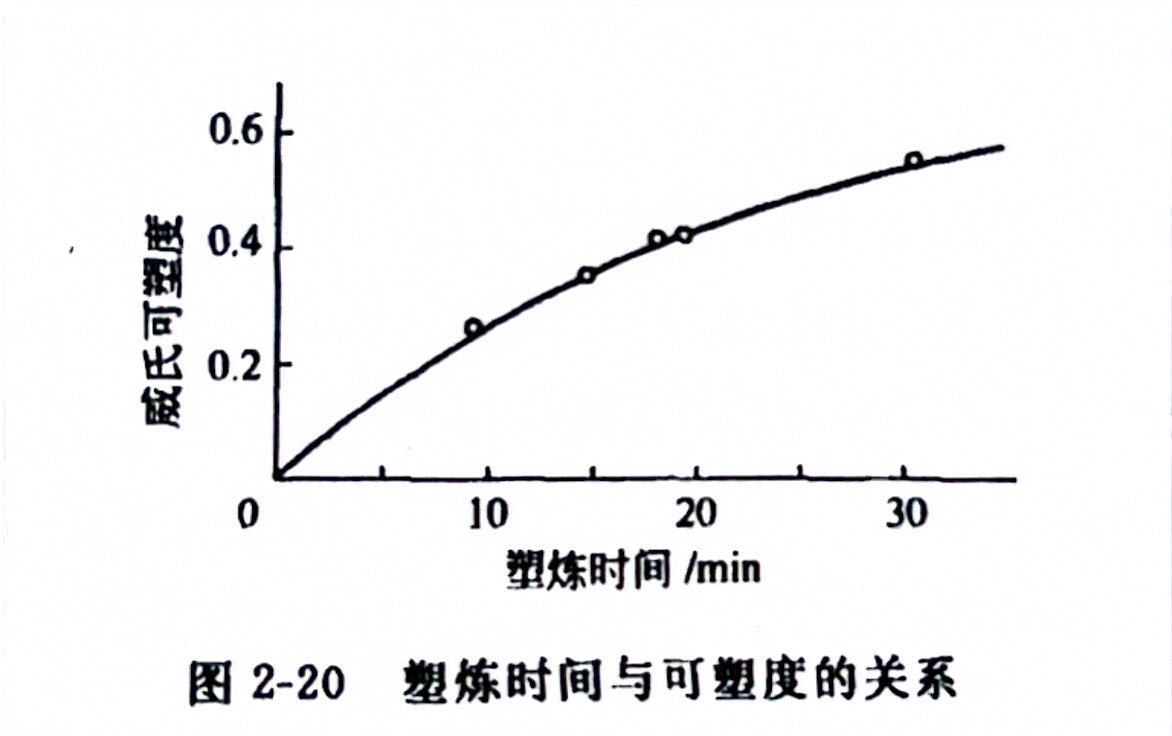
密炼机塑炼温度一定时,塑炼胶料可塑性的变化与塑炼时间的关系如图 2-20 所示。在塑炼过程的初期,可塑性随塑炼时间的延长而直线上升。但经过一定时间以后,可塑性的增长速度减缓。这是因为,随着塑炼时间的延长,密炼室内的氧逐渐减少,致使氧化裂解反应逐渐减慢;另外,随着塑炼过程的进行,密炼室中充满了大量的水蒸气和低分子挥发气体,这亦阻碍了橡胶与周围空气中氧的接触,使生胶的氧化裂解反应减慢。因此,随着塑炼过程的进行,可塑性的增长速度逐渐
变缓。
②化学塑解剂 密炼机采用塑解剂塑炼,增塑效果比在开炼机低温塑炼时大,密炼机塑炼温度也可比纯胶塑炼温度适当降低。例如,密炼机纯胶塑炼排胶温度一般在 160~180℃,而使用促进剂M塑炼时,排胶温度在140℃左右即可。不过,用密炼机塑炼时,由于高温下橡胶分子的氧化裂解过程甚为激烈,胶料质量较难控制,橡胶的物理机械性能较差。
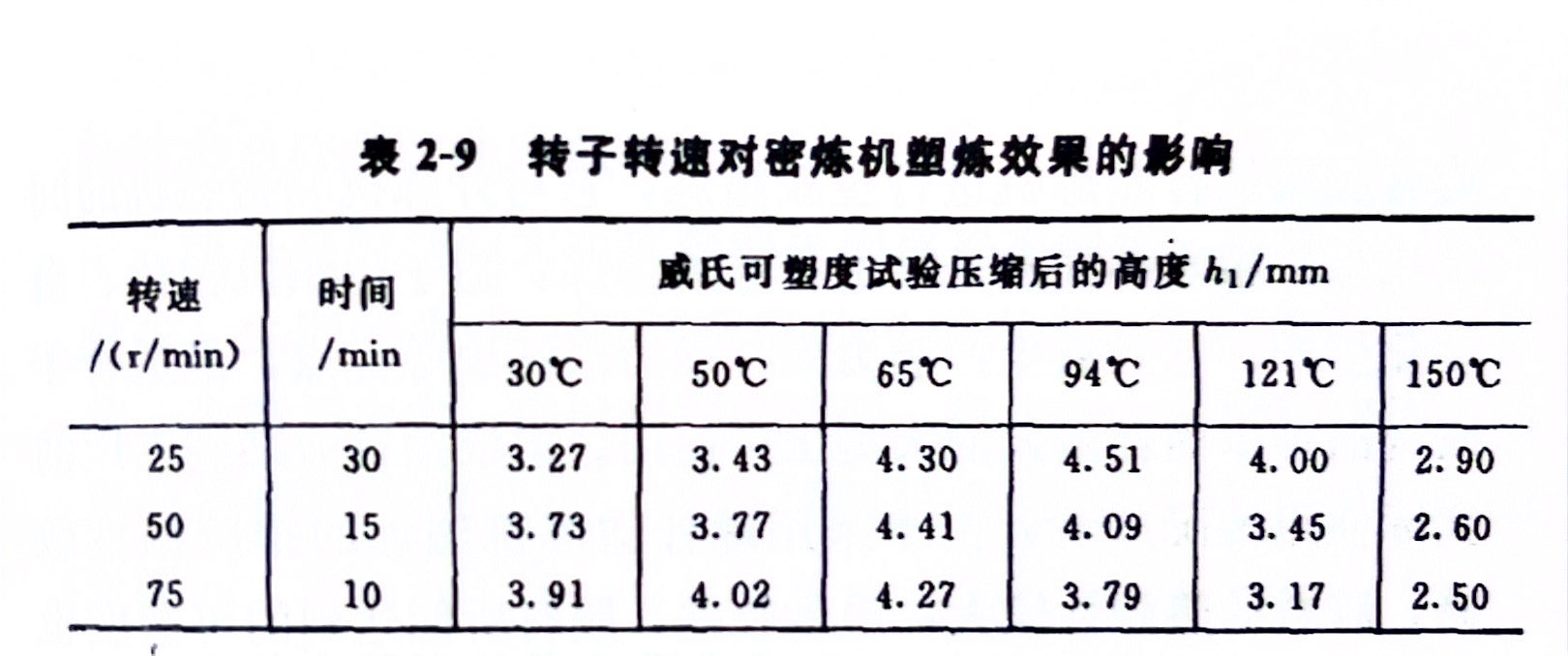
③转子速度 转子旋转的速度对密炼机塑炼效果影响很大。在一定的温度下,转子速度越快,胶料达到同样可塑度所需要的塑炼时间越短。所以,提高转子速度可以大大提高生产效率。表2-9是用实验室密炼机测定的转子转速对密炼机塑炼效果的影响。
④装胶容量和上顶栓压力 实验证明,密炼机塑炼时,必须依其规定的填充系数大小合理确定装胶容量。装胶容量为密炼室容量的55%~75%(即填充系数为0.55~0.75)当装胶容量在不大的范围内变动时,对塑炼效果影响不大。但若装胶容量过小,胶料塑炼效果降低,反之,装胶容量过大会使胶料塑炼不均匀,且会使排胶温度上升,并会使设备超负荷运转而易于损坏。在密炼机允许范围内适当提高装胶容量,可以提高塑炼效率。所以,应当依据密炼机填充系数大小和密炼室的磨损程度并通过实验来确定合理的装胶容量。另外,有时为了降低排胶温度又必须适当减小装胶容量。
在密炼机塑炼过程中,上顶栓必须对胶料加压,以保证获得良好的塑炼效果。当压力不足时,上顶栓被塑炼胶推动产生上、下浮动,不能使胶料压紧,减小对胶料的剪切力作用。但压力太大,上顶栓对胶料阻力增大,使设备负荷增大。通常,20r/min 密炼机上顶栓压力控制在0.5~0.6MPa,40~60r/min 密炼机上顶栓压力控制在0.6~0.8MPa,在一定的范围内,塑炼效果随上顶栓压力增加而增大。













