1.工作原理
注射拉伸吹塑是拉伸中空吹塑成型中的一种,是将注射成型中的一种,是将注射成型的预型坯先经纵向拉伸,再经横向吹塑拉伸成型的方法。图15-37表示了注射拉伸吹塑成型的原理。
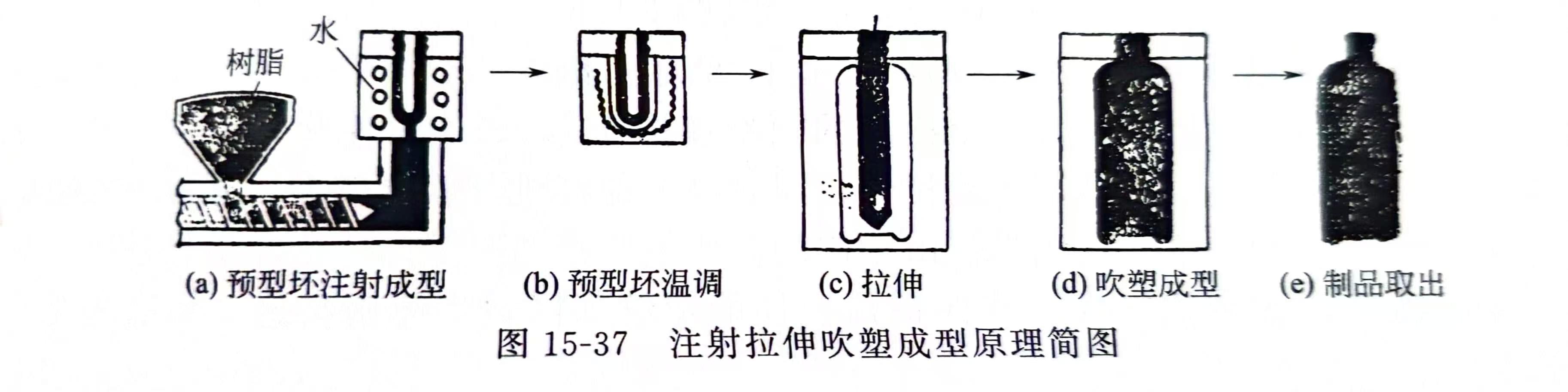
塑料在较低温度的高弹态下,通过大分子链拉伸,分子沿着拉伸方向取得定向排列,材料出现应力网,因而它的拉伸强度、冲击韧性、低温强度、透明度、表面光泽、刚性以及对气体阻隔性等均有明显提高。
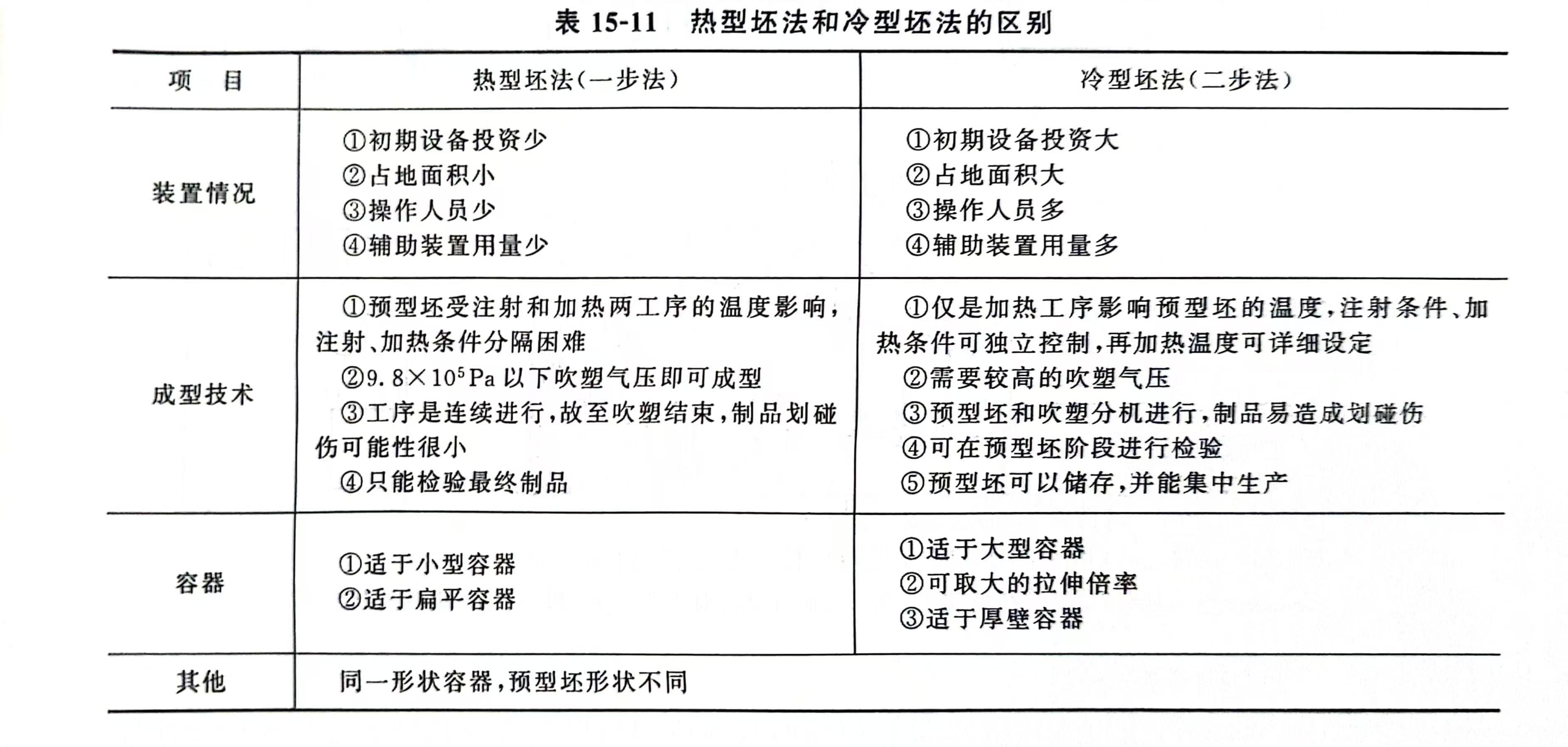
按预型坯的热经历,注拉吹成型可以分为热型坯法和冷型坯法,即一步法和二步法。前者是将注射成型的预型坯,不经完全冷却,转至下一温度调整工序,而后再进拉伸吹塑成型的方法。这种方法的预型坯成型和拉伸吹塑成型是在同一机台上进行的。将注射成型的预型坯冷至室温,然后在拉吹成型机上重新加热至适温,再进行拉伸吹塑成型,即预型坯成型和拉吹成型分别在不同机台上进行的方法,称为冷型坯法。
表15-11列出了热型坏法和冷型坯法的各种不同点。
2.基本结构与作用
从目前情况看,可进行拉伸吹塑成型的塑料有四种:聚丙烯腈(PAN),聚氯乙烯(PVC)、聚对苯二甲酸乙二醇酯(PET)、聚丙烯(PP)。由于各种树脂的拉伸条件和行为不同,因而开发了适合不同树脂的拉伸吹塑成型机。按成型方法不同也可分为一步法和二步法设备。主要用于加工PET瓶,少量用于加工PVC或PP。
(1)一步法注拉吹设备
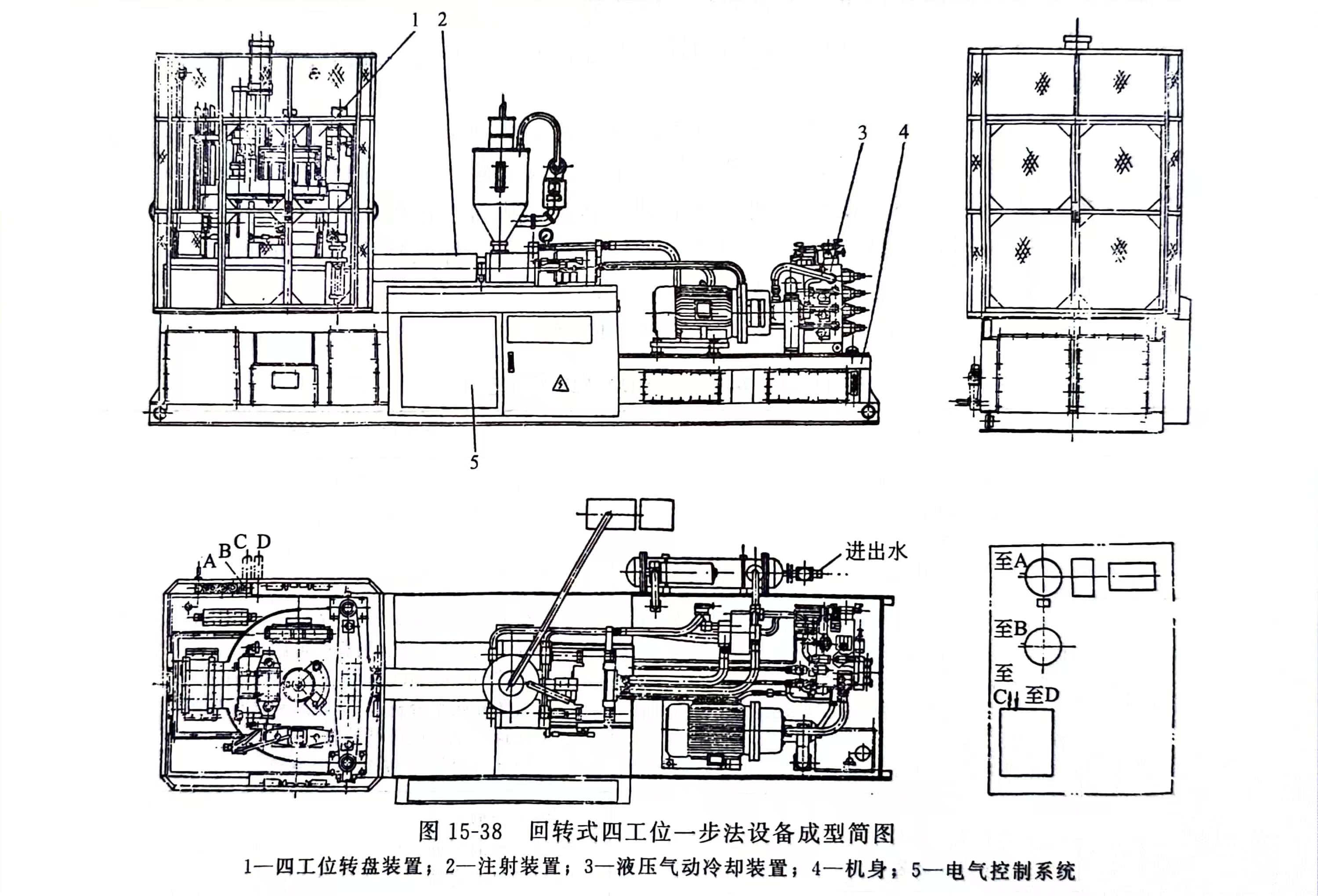
一步法注拉吹设备实际上是一台具有特殊功用的注射机。它由注射装置、回转机构(设有三个或四个工位)以及液压装置、气动装置和电气控制系统组成。
一步法注射拉伸吹塑中空成型机由液压传动装置驱动,具有注射、加热、拉伸吹塑和制品取出四个工位,间歇回转平面圆板各个工位唇板上安装了预型坏唇模(预型坯颈部螺纹模具),由唇模支撑着预型坯回转运动。在注射工位,注射装置向模具注入熔融树脂,成型预型坯。注射模具的芯轴及型腔在垂直方向上相对闭合,冷却结束,芯轴向上,型腔向下运动。随后唇模夹持着未完全冷却的预型坯按90°,到达拉伸吹塑工位。吹塑模闭合,拉伸杆下降至预型坯内底部,快速拉伸,同时经拉伸杆进气吹塑成型。开模后,成型制品继续回转至制品取出工位。在该工位由特制的斜块使唇模两半分开,制品脱模取出。从型坯成型至制品取出,唇模始终夹持并保护预型坯的螺纹部回转,使制品封口精度不受损失(图15-38)。
(2)二步法注拉吹设备
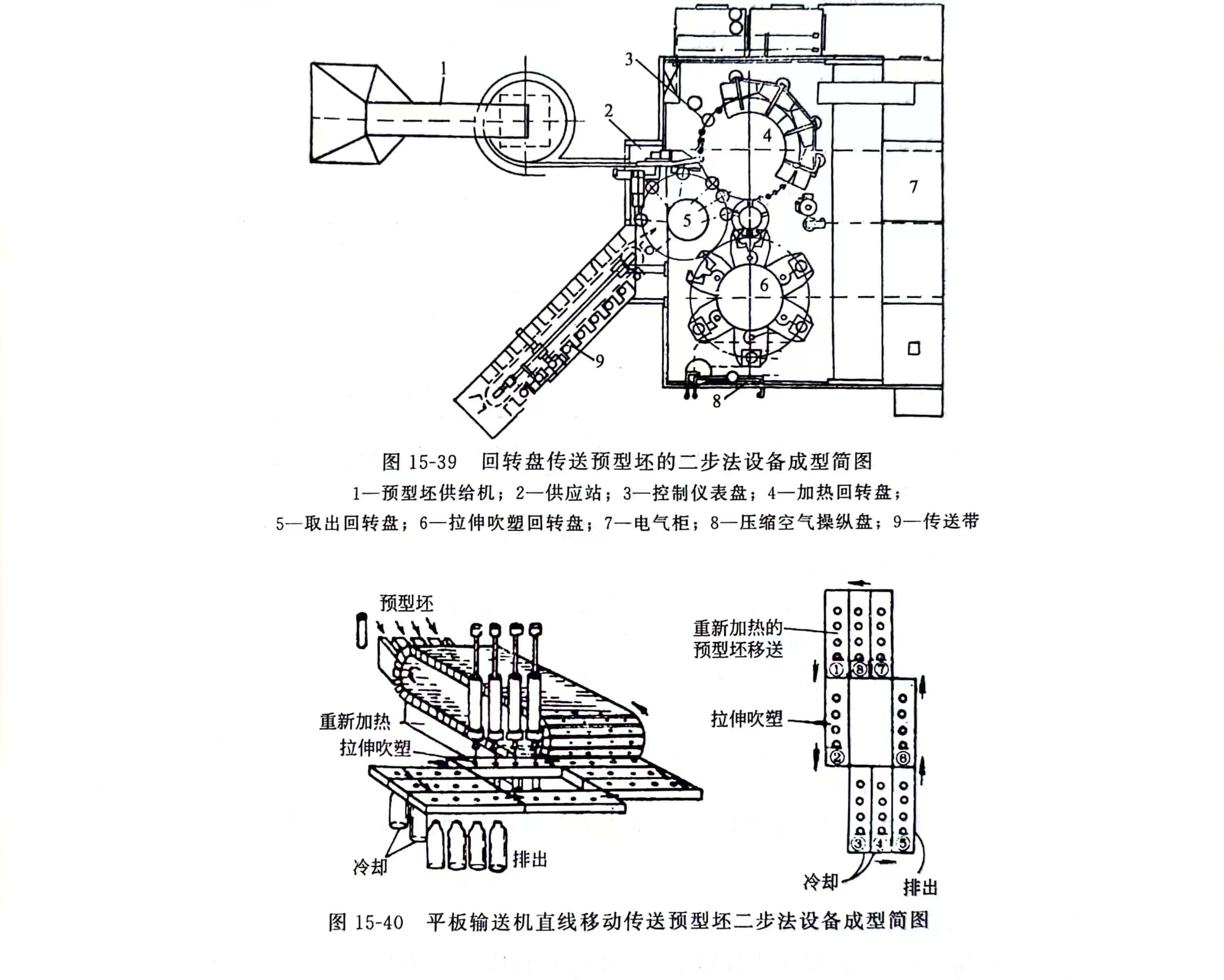
二步法注拉吹设备主要由注射成型机和拉伸吹塑成型机以及其他辅助装置等组成。注射机专门生产提供预型坯,除螺杆和喷嘴结构稍有不同和在合模部件后侧安装机械手取出装置外,其余与高效率注射机相同。挤出拉伸吹塑成型机包括加热系统,预型坯传送并产生自转的传送系统,拉伸吹塑成型机构以及液压、气动和电气控制系统等。对预型坯的传送有采取回转盘方式和平板输送机直线移动方式。图15-38和图15-39表示两种不同的预型坯传送方式。
图15-39中,在预型坯供给机1上,预型坯被定向排列送至供应站2,再移至加热回转盘4。从上面看回转盘4顺时针方向转动,支撑预型坯颈部的总轴带有自转机构。预型坯边自转边公转地经过红外线加热区被加热。预型坯在轴向的温度分布可以预先详细设定。加热完好的预型坏通过中间传送回转盘移送至拉伸吹塑回转盘6被拉吹成型。成型好的制品靠吸力被送至取出回转盘5,最后经传送带9被取出。
图15-40中,被加热的预型坯朝平板输送机送进,平板输送机按箭头方向移动,移至拉伸吹塑装置成型,再沿箭头方向移动至取出装置,制品被取出。