薄膜双向拉伸的工业化生产方法,按其拉伸方式可分为同时拉伸和逐步双向拉伸两大类。泡管法双向拉伸聚丙烯(BOPP)属同时拉伸一类。其工作原理如下:经挤出塑化的物料通过管形机头成型出厚管膜,然后经过冷却定型装置,该装置内通有冷冻水和压缩空气,在定型装置的末端装有羊毛毡,其作用是将厚管膜内壁的冷却水吸去。最后,厚管膜进入骤冷槽再进行外冷却,使其完全定型。骤冷槽内由以下部件组成:溢流阀(控制冷冻水水位)、挡板(减少水位波动)、夹辊(改变厚管膜的方向),其中一只辊筒两侧留有间隙,可通过压缩空气。
薄膜双向拉伸的工业化生产方法,按其拉伸方式可分为同时拉伸和逐步双向拉伸两大类。泡管法双向拉伸聚丙烯(BOPP)属同时拉伸一类。其工作原理如下:经挤出塑化的物料通过管形机头成型出厚管膜,然后经过冷却定型装置,该装置内通有冷冻水和压缩空气,在定型装置的末端装有羊毛毡,其作用是将厚管膜内壁的冷却水吸去。最后,厚管膜进入骤冷槽再进行外冷却,使其完全定型。骤冷槽内由以下部件组成:溢流阀(控制冷冻水水位)、挡板(减少水位波动)、夹辊(改变厚管膜的方向),其中一只辊筒两侧留有间隙,可通过压缩空气。
通过牵引辊、导辊等将厚管膜牵引至上顶辊。
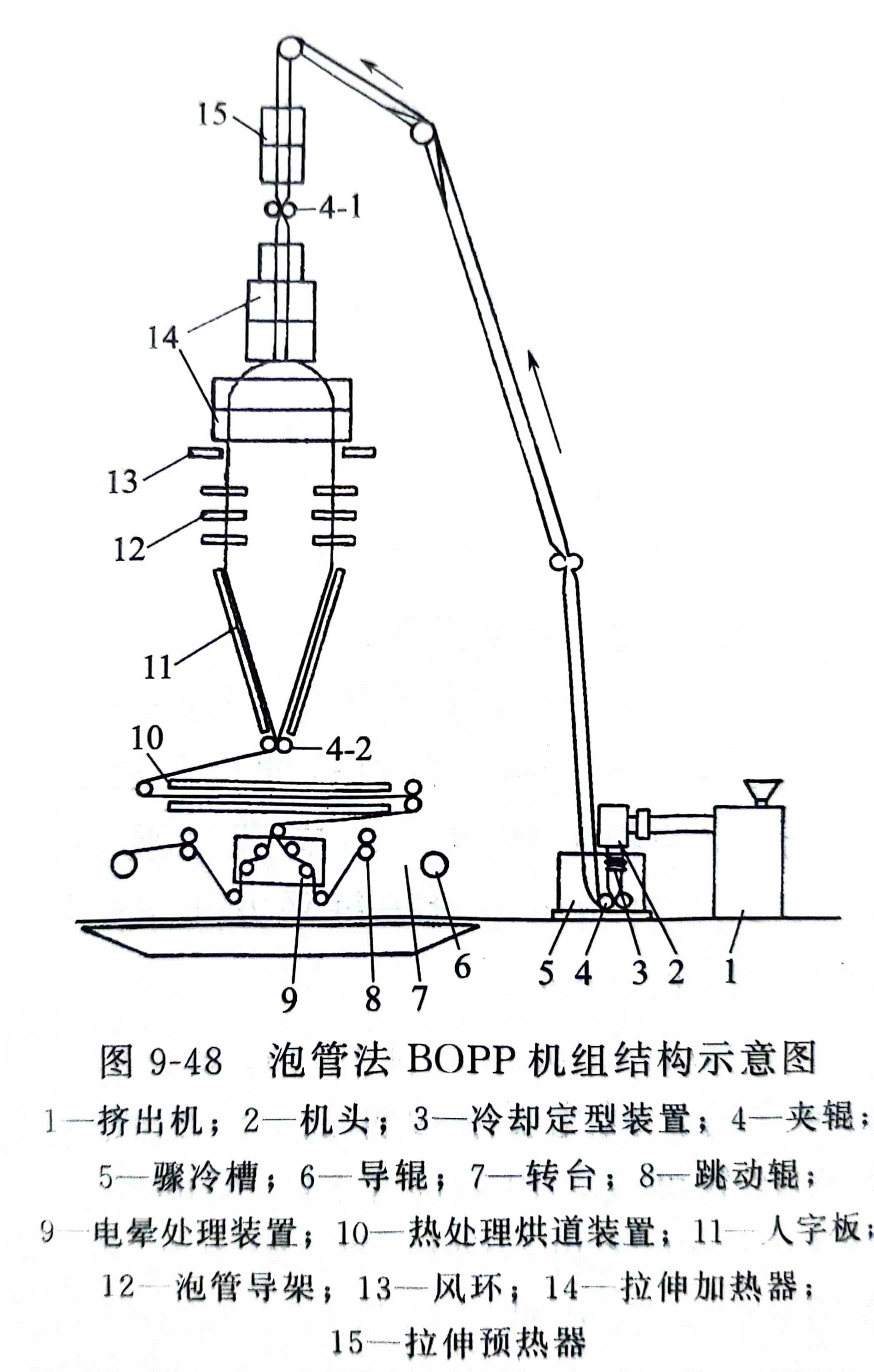
如图9-48所示,在进入拉伸装置前,先进入拉伸预热器,对厚管膜进行预热,然后进入拉伸装置,该装置由4-1夹辊、拉伸加热器、冷却风环、收膜辊(人字夹辊)、4-2夹辊等组成,其作用分述如下。
1)气动夹持夹辊位于拉伸预热器下端,为一对气动辊筒,以保持对厚管膜恒定的夹取力。夹辊可调速并装有紧急刹车装置,还装有微动回程装置。
2)塔架加热器包括拉伸预热器和拉伸加热器。加热器由七段控温的环形红外回执器组成,其特点是温控精度高,加热板易更换而不影响生产的连续进行。
3)冷却风环位于泡管四周,由大型风机提供冷却风,其作用是冷却泡管,并使之定型。
4)人字夹辊(收膜辑)为装有镀铬辊的V形框架,泡管通过人字夹辊折成平膜状,以进一步冷却、稳定泡管。
5) 4-2夹辊它是由一个镀铬的主动辊和一个被动胶辊组成,并通过气动压力控制阀及节流阀对薄膜的张力和速度进行调节。
厚管膜的双向拉伸就在此装置中完成,塔架加热器的温度达到设定值时,用压缩空气对从上顶辊下来的厚管膜进行吹塑,使其达到所需的泡管直径,压缩空气是经过高效过滤器过滤并干燥的,这一吹胀过程即为横向拉伸。在泡管直径达到后,关闭压缩空气,立即启动4 2夹辊,使其夹紧泡管并调节至所需速度,纵向拉伸就是靠4-1夹辊与4-2夹辊之间的不同速度来完成的。
经过双向拉伸后的薄膜进入张紧架,在不允许收缩的条件进行热处理。薄膜冷却后即得热收缩较小的薄膜,在后加工中大分子链段可产生松弛,而整个分子取向结构却不产生变化。
热处理是在烘道中进行的,烘道末端为冷却段,用以将薄膜冷却至室温。
成型的薄膜进入电晕处理装置,该装置由两个盒子组成,每个盒子内有两只介电橡胶辊和两根支撑电极棒,同时安装保险装置,当盒子打开便停止放电,以避免伤人,此装置可以对薄膜进行单面和双面电晕处理,高频电压几千伏,高频输出功率9kW,表面张力可达到4.8Pa。
电晕处理装置是通过高压对薄膜进行放电,产生火花,其目的是提高薄膜的表面张力,便于二次加工。
卷取装置由跳动辊和收卷机组成。收卷机采用力矩电动机控制辊筒速度,满足恒张力卷取要求,使之卷取平整,松紧一致。跳动辊向上或向下移动,由此调节了电位计,改变了后夹辊的速度,以便重新调整薄膜的张力。
收卷机有两个收卷架,上面装有手动调节装置,用于薄膜穿过时收卷并控制张力,其张力由精确的气动双跳动辊提供并进行控制。
从牵伸到卷取装置的设备全部安装在转台上进行连续慢速运转,相当于螺旋形输送薄膜,其目的是将泡管厚度不均匀点均匀地分散,使其厚薄更加均匀,卷取平整,转台由一个直流电动机和齿轮减速箱进行驱动。
卷好的薄膜经一段时间的陈化后进行分切(与平膜相同),最终成为制品。













