排气挤出机的排气形式有直接抽气式、旁路抽气式、中空排气式和尾部排气式等多种形式。不同排气形式,由于其结构有所不同,对挤出过程的影响也有所不同,因此应用上各有特点。
排气挤出机的排气形式有直接抽气式、旁路抽气式、中空排气式和尾部排气式等多种形式。不同排气形式,由于其结构有所不同,对挤出过程的影响也有所不同,因此应用上各有特点。
直接抽气式排气挤出机工作时,物料由第一计量段进入排气段后,气体从开设在排气段的排气口直接排出挤出机,这种排气形式的螺杆加工容易,料筒外部的加热冷却系统容易设置。物料流动通畅,阻力较小,因而物料积存少,不易引起尽力因滞料而造成的分解等现象,因此对物料的适用性广,但该种排气挤出机在流量大时,在排气段会出现冒料现象。
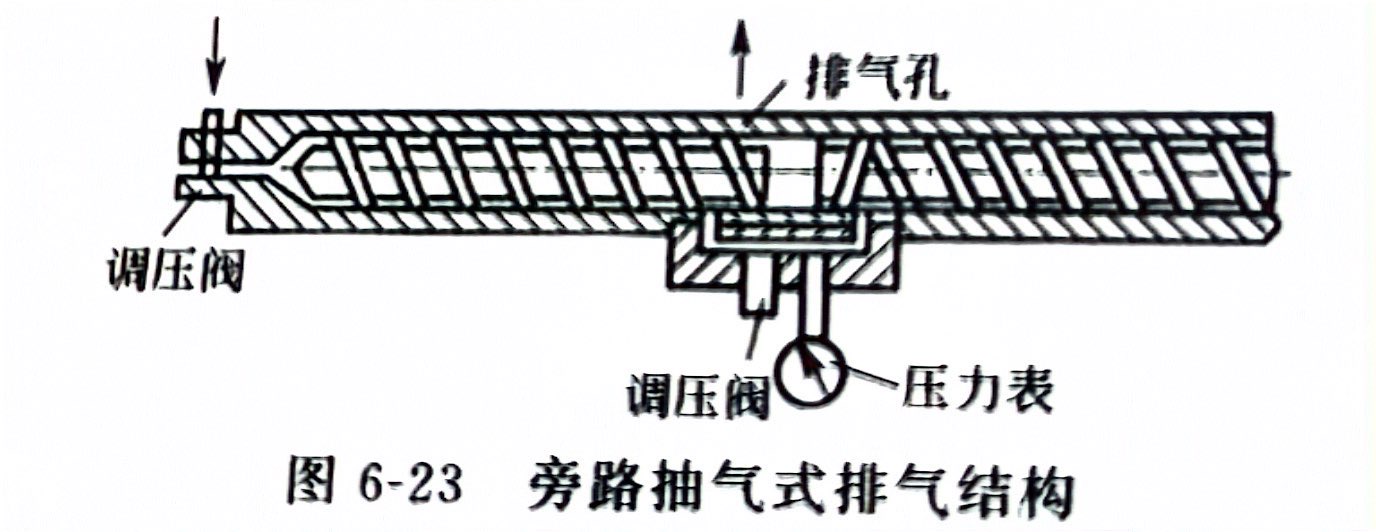
旁路抽气式排气挤出机是在料筒上开设一旁路系统,并安设调压阀,以控制流量;在螺杆的第一计量段末再设置一小段反螺纹,以迫使物料从旁路进入排气段。其设计目的是控制流量,以防止排气段的冒料,旁路抽气式排气结构如图6-23所示。旁路抽气式排气挤出机料筒形状复杂,热处理加工时容易变形,螺杆上的反螺纹段加工也较困难,旁路结构的设置使加热冷却系统装置难于布置。由于旁路的流道复杂,物料易出积滞而产生分解等现象,因此此类形式一般不适于加工热敏性塑料。
中空排气式排气挤出机是在旁路式排气挤出机上的改进,其结构特点是在螺杆的第一计量段后面设一小段反螺纹,在第一计量段结束处还在螺杆上开设一段与第二阶螺杆相通的中心通孔(代替原来的旁路通道)。熔体通过时,在反螺纹的作用下,迫使其从螺杆中心孔中流到第二阶螺杆,而溢出的气体却可以通过反螺纹到达排气段后而排出,脱除了气体的物料经压缩和塑化后从机头挤出,其结构如图6-24所示。此类排气挤出机一般适用于大直径螺杆挤出机,小直径螺杆会使螺杆的冷却长度受到限制。螺杆结构比较复杂,不易于加工热敏性塑料。
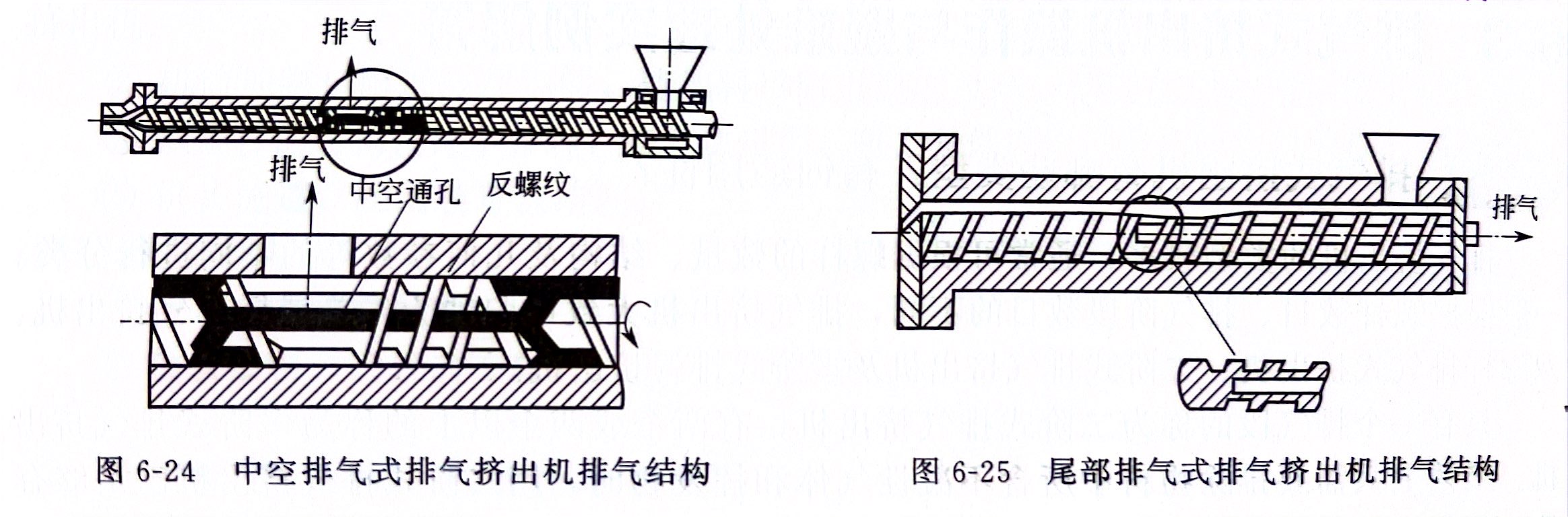
尾部排气式排气挤出机在螺杆压缩段较短,排气口开设在排气段的螺杆上,气体通过螺杆中心孔从螺杆尾部排出,故称为尾部排气挤出机,其结构如图6-25所示。尾部排气式排气挤出机的螺杆加工较复杂,且螺杆冷却受到限制,但是料筒的加工、加热及冷却装置的安装方便













